



1. ņä£ ļĪĀ
Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņØĆ Ļ▓Įļ¤ēņä▒, ņÜ░ņłśĒĢ£ ņŻ╝ņĪ░ņä▒, ņÜ░ņłśĒĢ£ Ļ░ĢļÅä/ņŚ░ņä▒ ļ░Å ļé«ņØĆ ņŚ┤ĒīĮņ░ĮĻ│äņłś ļō▒ņØś ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņłśņåĪĻĖ░ĻĖ░ ļČĆĒÆł, ĻĖ░Ļ│äļČĆĒÆł ļō▒ņØś ņĀ£ņĪ░ņŚÉ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņŻ╝ņ▓Āņ×¼ļź╝ ļīĆņ▓┤ĒĢśņŚ¼ Ļ│Āņś©ņŚÉņä£ ņé¼ņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ņŚ░ĻĄ¼ļōżļÅä ņĄ£ĻĘ╝ņŚÉ ļ¦ÄņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. Ļ│Āņś©ņŚÉņä£ ņé¼ņÜ®ņŗ£ Ļ│Āņś© Ļ░ĢļÅä, ļé┤ļ¦łļ¬©ņä▒ ļō▒ņØś ĒŖ╣ņä▒ņØ┤ ņČöĻ░ĆņĀüņ£╝ļĪ£ ĒĢäņÜöĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│ĄņĀĢ ļśÉļŖö Ļ│╝Ļ│ĄņĀĢ Al-Si ĒĢ®ĻĖł(12-18 wt.% Si)ņØ┤ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉ£ļŗż [1-3].
Ļ│Āņś©ņŚÉņä£ņØś ļŹö ļåÆņØĆ ņÜöĻĄ¼ ĒŖ╣ņä▒ņØä ļ¦īņĪ▒ņŗ£ĒéżĻĖ░ ņ£äĒĢśņŚ¼ Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņŚÉ ļŗżļ¤ēņØś ņĀäņØ┤ĻĖłņåŹ(Cu, Ni, Co, Ti, V ļ░Å Zr ļō▒)ņØä ņ▓©Ļ░ĆĒĢśņŚ¼ Ļ│Āņś© Ļ░ĢļÅäļź╝ Ē¢źņāü ņŗ£ĒéżļŖö ņŚ░ĻĄ¼ļōżņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņŚÉ ņĀäņØ┤ĻĖłņåŹņØä ņ▓©Ļ░ĆĒĢśĻ▓ī ļÉśļ®┤ Ļ│Āņś©ņŚÉņä£ ņĢłņĀĢĒĢ£ ņāüļōżņØ┤ ņāØņä▒ļÉśļ®┤ņä£ Ļ│Āņś© ĒŖ╣ņä▒ņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŗż [4-9]. ļŗżņ¢æĒĢ£ ņĀäņØ┤ĻĖłņåŹņØś ņ▓©Ļ░ĆņŚÉ ņØśĒĢ£ Ļ│Āņś© ĒŖ╣ņä▒ Ē¢źņāüņØĆ ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņāØņä▒ņāüņØś ļČäņ£© ņ”ØĻ░ĆņŚÉ ņØśĒĢ£ ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ ņ”ØĻ░ĆņŚÉ ĻĖ░ņØĖĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż [10]. ņāüĒśĖņŚ░Ļ▓░ņä▒ņØĆ ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņāØņä▒ņāüļōżņØ┤ ņä£ļĪ£ ņŚ░Ļ▓░ļÉśņ¢┤ ņ׳ļŖö ņĀĢļÅäļź╝ ļéśĒāĆļé┤ļŖö Ļ▓āņ£╝ļĪ£, ņāØņä▒ņāüņØś Ēü¼ĻĖ░ ļśÉļŖö ņāüļČäņ£©ņØ┤ Ēü┤ņłśļĪØ ņØ┤ ņĀĢļÅäļŖö ņ╗żņ¦Ćļ®░, Ļ│Āņś© ĒŖ╣ņä▒ ļśÉĒĢ£ Ē¢źņāüļÉ£ļŗż. ĻĘĖļ¤¼ļéś, Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņŚÉ ņĀäņØ┤ĻĖłņåŹņØä Ļ│╝ļŗżĒĢśĻ▓ī ņ▓©Ļ░ĆĒĢśļ®┤ ņāØņä▒ņāüņØ┤ ņĪ░ļīĆĒĢ┤ņ¦Ćļ®░ ĒĢ®ĻĖłņØś ņĘ©ņä▒ņØä ņ”ØĻ░Ćņŗ£ņ╝£ ĒŖ╣ņä▒ ņĀĆĒĢśļź╝ ņĢ╝ĻĖ░ĒĢĀ ņłś ņ׳ļŗż. ĻĘĖļĀćĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢ®ĻĖłņØś ņāüļČäņ£©ņØä ņ”ØĻ░Ćņŗ£Ēéżļ®┤ņä£ ņĘ©ņä▒ņĀüņØĖ ĒŖ╣ņä▒ņØä Ļ░£ņäĀĒĢĀ ņłś ņ׳ļŖö ļ░®ļ▓ĢņØ┤ ļŗżņ¢æĒĢśĻ▓ī ņŚ░ĻĄ¼ļÉśĻ│Ā ņ׳ļŖöļŹ░, ĒÖöĒĢÖņĀü Ļ░£ļ¤ēĒÖöņĀ£ņØś ņ▓©Ļ░Ć[11], ĻĖēņåŹ ņØæĻ│Ā[12], Ļ│╝ņŚ┤ņ▓śļ”¼[13] ļ░Å ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼[2,14,15] ļō▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż. ņØ┤ņżæņŚÉņä£ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļŖö ĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļ»ĖņäĖĒÖöņŗ£Ēé¼ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņŻ╝ņĪ░ĒÆłņØś ĒÆłņ¦łņØä Ē¢źņāü ņŗ£Ēé¼ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ĒÜ©Ļ│╝ņĀüņØĖ ļ░®ļ▓Ģ ņżæ ĒĢśļéśļĪ£ Ļ░äņŻ╝ļÉśļ®░[16-19], ļāēĻ░üņåŹļÅäĻ░Ć Ēü┤ņłśļĪØ ļŹö ņóŗņØĆ ĒÜ©Ļ│╝ļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņ¢┤ ņ׳ļŗż[2,3]. ļśÉĒĢ£, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļŖö ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝[20-22]ņØ┤ļéś ņ┤łņĀĢ Si[14,22,23]ņØä ļ»ĖņäĖĒÖöĒĢśņŚ¼ ĒĢ®ĻĖłņØś ņāüņś© ļ░Å Ļ│Āņś©Ļ░ĢļÅä Ē¢źņāüņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż.
Al ĒĢ®ĻĖłņŚÉņä£ ļ»ĖņäĖņĪ░ņ¦üņĀü ĒŖ╣ņä▒ņØś ļ│ĆĒÖöĻ░Ć Ļ│Āņś©Ļ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢśņŚ¼ ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż[10,24-29]. Requena ļō▒[26], Asghar ļō▒[27]Ļ│╝ Tolnai ļō▒[28]ņØĆ ļ»ĖņäĖņĪ░ņ¦üļé┤ņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņāØņä▒ņāüļōżĻ░äņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ļ│Āņś©ņŚÉņä£ņØś Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ļśÉĒĢ£, Stadler ļō▒[29]ņØĆ Al-Si ĒĢ®ĻĖłņŚÉ NiņØä ņ▓©Ļ░ĆĒĢśļ®┤ Ļ│Āņś©ņĢłņĀĢņāüņØś ļČĆĒö╝ ļČäņ£©ņØ┤ ņ”ØĻ░ĆĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ Ļ│Āņś©ņŚÉņä£ Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ņØ┤ņÖĖņŚÉļÅä ņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒Ļ│╝ Ļ│Āņś©Ļ░ĢļÅäņØś ņŚ░Ļ┤Ćņä▒ņØä ņ░ŠĻĖ░ ņ£äĒĢ┤ ļ»ĖņäĖņĪ░ņ¦üņØä 3DļĪ£ ļČäņäØĒĢśņŚ¼ ņāØņä▒ņāüņØś ĒśĢņāü ļ░Å ļČĆĒö╝ļČäņ£©Ļ│╝ Ļ│Āņś© Ļ░ĢļÅäņÖĆņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņ░ŠļŖö ņŚ░ĻĄ¼ļÅä ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż[10,24]. ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņŚÉ ņØśĒĢśņŚ¼ ņäżļ¬ģļÉśļŖö Ļ│Āņś©ĒŖ╣ņä▒ņØĆ ņØ┤ņØś ļČĆĒö╝ļČäņ£©Ļ│╝ ļ░ĆņĀæĒĢ£ Ļ┤ĆĻ│äĻ░Ć ņ׳ļŗż. ĻĘĖļ¤¼ļéś, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ ļśÉļŖö ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäļź╝ ņĀüņÜ®ĒĢĀ ļĢīņÖĆ Ļ░ÖņØ┤ ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØ┤ Ļ▒░ņØś ļ│ĆĒĢśņ¦Ć ņĢŖļŖö ņāüĒÖ®ņŚÉņä£ņØś Ļ░ĢļÅä ļ│ĆĒÖöļź╝ ņäżļ¬ģĒĢśĻĖ░ņŚÉļŖö ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż.
ĒĢ£ĒÄĖ, Al ļ│ĄĒĢ®ņ×¼ņŚÉņä£ļŖö SiC ņןņä¼ņ£Ā (long fiber)ļéś ĻĘĖļלĒĢĆ (graphene)Ļ│╝ Ļ░ÖņØĆ Ļ░ĢĒÖöņ×¼ņØś ļČĆĒö╝ļČäņ£©Ļ│╝ ĒśĢņāüņŚÉ ļö░ļØ╝ ņØ┤ļōżņØ┤ ļ░øļŖö ņØæļĀźņØä Ļ│äņé░ĒĢśņŚ¼ ļ│ĄĒĢ®ņ×¼ņØś Ļ░ĢļÅäļź╝ ņśłņĖĪĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ļ¦ÄņØ┤ ļ│┤Ļ│ĀļÉśņŚłļŗż [30-36]. NarodoneĻ│╝ Prewo[30]ļŖö Al-SiC ļ│ĄĒĢ® ņ×¼ļŻīņŚÉņä£ SiC ņןņä¼ņ£ĀņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ņØæļĀźņØä Ļ│äņé░ĒĢśņŚ¼ ļ│ĄĒĢ®ņ×¼ņØś Ļ░ĢļÅäļź╝ ņśłņĖĪĒĢśļŖö ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖ(shearlag model)ņØä ņĀ£ņĢłĒĢśņśĆļŗż. ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ĢļÅäņØś Ļ│äņé░ņØä ņŚ░ĻĄ¼ĒĢ£ ļ│┤Ļ│Āļōż ņżæņŚÉ Jiang ļō▒[31]ņØĆ ļŗ©ņł£ĒĢśĻ▓ī Ļ│äņé░ļÉ£ ņןņä¼ņ£ĀņŚÉ Ļ░ĆĒĢ┤ņ¦ĆļŖö ņØæļĀźņØä ņŗżņĀ£ ņØæļĀźņŚÉ Ļ░ĆĻ╣ØĻ▓ī Ļ│äņé░ĒĢśĻ│Āņ×É ĒĢśņśĆņ£╝ļ®░ ĻĖ░ņĪ┤ņØś ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ Ļ│ĀļĀżļÉśņ¦Ć ņĢŖņØĆ ņןņä¼ņ£ĀņØś Ēāäņä▒Ļ│äņłśļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņ×¼ļŻīņØś Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśļŖö ņŗØņØä ņĀ£ņĢłĒĢśņśĆļŗż. ļśÉĒĢ£, Ryu ļō▒[32]ņØĆ ļŗ©ņä¼ņ£Ā (whisker)Ļ░Ć ņØæļĀźļ░®Ē¢źņŚÉ ĒÅēĒ¢ēĒĢśņ¦Ć ņĢŖĻ│Ā ļ¼┤ņ¦łņä£ĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ļåōņŚ¼ ņ׳ņØä ļĢī ņØ┤ļōżņØś ļ░░Ē¢źņŚÉ ļö░ļØ╝ ļ░øļŖö ņØæļĀźņØä Ļ│äņé░ĒĢśņŚ¼ ņ×¼ļŻīņØś Ļ░ĢļÅäļź╝ ĻĄ¼ĒĢśļŖö ņłśņŗØņØä ņĀ£ņĢłĒĢśņśĆļŗż. Kotha ļō▒[33]Ļ│╝ Hanifeh ļō▒[34]ņØĆ ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ│ĄĒĢ®ņ×¼ņØś Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢĀ ļĢī ĒöīļĀłņØ┤ĒŖĖ(plate)ļōżĻ░äņŚÉ ņāüĒśĖ ņ×æņÜ® ņ×æņÜ®ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņØæļĀź ļČäĒżļź╝ ņĀüņÜ®ĒĢ£ ņłśņŗØņØä ņĀ£ņĢłĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā Friend[35,36]ļŖö ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ĻĖ░ļ░śņ£╝ļĪ£ Al2O3 ļŗ©ņä¼ņ£ĀĻ░Ć ļČłĻĘ£ņ╣ÖņĀüņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ ļ│ĄĒĢ®ņ×¼ņŚÉņä£ ņāüņś© ļ░Å Ļ│Āņś© Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤, ņĀ£2ņāü ņ×ģņ×ÉĻ░Ć ņĪ┤ņ×¼ĒĢśļŖö ļ│ĄĒĢ®ņ×¼ņŚÉņä£ ņāüņś©Ļ│╝ Ļ│Āņś© Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśĻĖ░ ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ļ│┤Ļ│ĀļÉśņŚłļŗż [25,37,38].
Al ĒĢ®ĻĖłņØś ņāüņś© ļśÉļŖö Ļ│Āņś©ņŚÉņä£ņØś Ļ░ĢļÅäļź╝ ņłśņŗØņĀüņ£╝ļĪ£ ĒĢ┤ņäØĒĢśļĀżļŖö ņäĀĒ¢ē ņŚ░ĻĄ¼ļōż ņżæ ņāüļŗ╣ņłśļŖö ņŗ▒Ēü¼ļĪ£ĒŖĖļĪĀ ļŗ©ņĖĄņ┤¼ņśüĻĖ░ļ▓Ģ (Synchrotron Tomography)[10] ļśÉļŖö ņ×ÉļÅÖ ņŚ░ņåŹ ņĀłļŗ©ļ▓Ģ (Automatic serial sectioning)[2]ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØ┤ļéś ĒśĢņāüņØä 3ņ░©ņøÉ(3D)ņ£╝ļĪ£ ļČäņäØĒĢśņŚ¼ ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØä ĻĄ¼ĒĢśĻ│Ā ņØ┤ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ Ļ│Āņś© Ļ░ĢļÅäļź╝ ņĀĢņä▒ņĀüņ£╝ļĪ£ ļ╣äĻĄÉĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī, ņØ┤ ĻĖ░ļ▓ĢļōżņØĆ ņŗ£Ļ░äĻ│╝ ļ╣äņÜ®ņØ┤ ļ¦ÄņØ┤ ņåīņÜöļÉĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļéś ļāēĻ░üņåŹļÅä ļ│ĆĒÖöņÖĆ Ļ░ÖņØ┤ ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£© ļ│ĆĒÖöĻ░Ć Ēü¼ņ¦Ć ņĢŖņØĆ ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ļ░ĢļÅä ļ│ĆĒÖöļź╝ ņäżļ¬ģĒĢśĻĖ░ņŚÉ ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż.
ļśÉĒĢ£, Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦üņØĆ ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØ┤ ņĀ£ņĢłļÉĀ ļĢī ņé¼ņÜ®ļÉ£ ļ│ĄĒĢ®ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üĻ│╝ļŖö ļŗżļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ, Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņŚÉ ņØ┤ ļ¬©ļŹĖņØä ĻĘĖļīĆļĪ£ ņĀüņÜ®ĒĢśĻĖ░ņŚÉļŖö ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż. ņ”ē, NarodoneĻ│╝ Prewo[30]ļŖö ņןņä¼ņ£ĀĻ░Ć ņØ╝ļ░®Ē¢źņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ ĻĄ¼ņĪ░ļź╝ Ļ░¢ļŖö ļ│ĄĒĢ®ņ×¼ņØś ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņĀ£ņĢłĒĢśņśĆļŖöļŹ░, Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņØĆ ņåīņ£ä Al-ņģĆ(cell) ņŻ╝ļ│ĆņŚÉ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØ┤ ļČłĻĘ£ņ╣ÖĒĢśĻ▓ī ņāØņä▒ļÉśļŖö ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņśżĒ׳ļĀż ļŗ©ņä¼ņ£ĀĻ░Ć ņŚ¼ļ¤¼ļ░®Ē¢źņ£╝ļĪ£ ļČäņé░ļÉ£ ļ│ĄĒĢ®ņ×¼ņØś ĻĄ¼ņĪ░ņŚÉ ļŹö ņ£Āņé¼ĒĢśļŗż. ļö░ļØ╝ņä£, Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņØś Ļ│Āņś© Ļ░ĢļÅä ļ│ĆĒÖöņŚÉ ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö, ņØ┤ļōżņØ┤ Ļ░¢ļŖö ļ»ĖņäĖņĪ░ņ¦üņĀü ĒŖ╣ņ¦ĢņŚÉ ļ¦×Ļ▓ī ļ¬©ļŹĖņØä ņłśņĀĢĒĢśņŚ¼ ĒĢ┤ņäØĒĢ┤ņĢ╝ ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż.
ņØ┤ņāüĻ│╝ Ļ░ÖņØĆ Ļ┤ĆņĀÉņØä ļ░öĒāĢņ£╝ļĪ£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØä ļŗ¼ļ”¼ ĒĢ£ ļæÉ ņóģļźśņØś Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņŚÉ ļīĆĒĢśņŚ¼ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļéś ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäĻ░Ć ņĀüņÜ®ļÉśņŚłņØä ļĢīņØś Ļ│Āņś© Ļ░ĢļÅä ļ│ĆĒÖöļź╝ ļČäņäØĒĢśĻ│Āņ×É ĒĢśņśĆļŗż. ņāØņä▒ņāüņØś ļČäņ£©, ĒśĢņāü ļ░Å Ēü¼ĻĖ░ļź╝ 2ņ░©ņøÉ(2D) ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņĖĪņĀĢĒĢ£ Ēøä, Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦üņŚÉ ļ¦×Ļ▓ī ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ļ│ĆĒśĢņŗ£Ēé© ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖ (hexagonal shear-lag model)ļĪ£ ņāØņä▒ņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØä ļČäņäØĒĢśĻ│Ā, ņØ┤ļź╝ ļ░öĒāĢņ£╝ļĪ£ ĒĢ®ĻĖłņØś ņĀ£ņĪ░ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ļ│Āņś© Ļ░ĢļÅä ļ│ĆĒÖöļź╝ ĒĢ┤ņäØĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
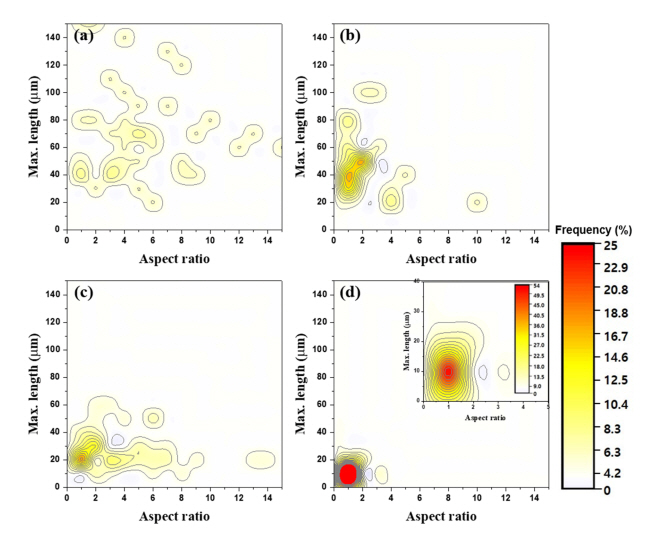
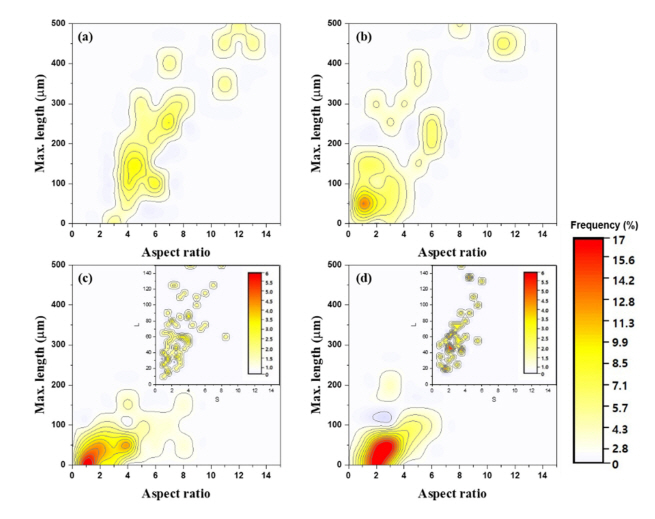
ĒĢ®ĻĖłņØś Ļ│Āņś© ĒŖ╣ņä▒ņŚÉ ņśüĒ¢źņØä ņżä ņłś ņ׳ļŖö ņāØņä▒ņāü ņĀäņ▓┤ ļČĆĒö╝ļČäņ£©, ņāØņä▒ņāü Ēü¼ĻĖ░ ļō▒ņØś ņØĖņ×ÉņŚÉ ļ│ĆĒÖöļź╝ ņŻ╝ĻĖ░ ņ£äĒĢśņŚ¼ Si, Cu, Ni ļō▒ņØś ņĪ░ņä▒ņØä ļŗ¼ļ”¼ĒĢ£ ļæÉ ņóģļźśņØś ĒĢ®ĻĖł, 10SņÖĆ 14Sļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż (Ēæ£ 1). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ĒĢ®ĻĖłņØĆ ņĢłņé░ ņåīņ×¼ ļÅÖņ¢æĒö╝ņŖżĒåżņŚÉņä£ ņĀ£ņĪ░ļÉśņŚłņ£╝ļ®░, ĒĢ®ĻĖł ņĪ░ņä▒ņØĆ ļ░£Ļ┤æļČäĻ┤æļČäņäØĻĖ░(OES, optical emission spectrometer)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļČäņäØĒĢśņśĆļŗż.
ņĀäĻĖ░ņĀĆĒĢŁļĪ£ņŚÉņä£ 500 KgņØś ĒĢ®ĻĖłņØä ņÜ®ĒĢ┤ĒĢśĻ│Ā Ar Ļ░ĆņŖżļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ GBFļĪ£ ĒāłĻ░ĆņŖż ņ▓śļ”¼ļź╝ ĒĢ£ Ēøä ņŻ╝ņĪ░ĒĢśņśĆļŖöļŹ░, ņØ┤ļĢī ņÜ®ĒāĢņØś ņś©ļÅäļŖö 800 ┬░CļĪ£ ņ£Āņ¦ĆĒĢśņśĆļŗż. 2.5 KgņØś ņÜ®ĒāĢņØä ņŻ╝ņ▓Āņ×¼ ļĀłļōż(ladle)ņŚÉ ņś«Ļ▓© ļŗ┤ņĢä 800~770 ┬░CņØś ņś©ļÅäņŚÉņä£ ņäĖļØ╝ļ»╣(sialon) Ēś╝(horn)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼(ultrasonic melt treatment, UST)ļź╝ ĒĢśņśĆļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļŖö 20 kHzņØś Ļ│Ąņ¦ä ņŻ╝ĒīīņłśņÖĆ 325WņØś ņČ£ļĀźņ£╝ļĪ£ ļīĆĻĖ░ņżæņŚÉņä£ 20ņ┤ł ļÅÖņĢł ņŗżņŗ£ĒĢśņśĆļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢ£ ņÜ®ĒāĢĻ│╝ ĒĢśņ¦ĆņĢŖņØĆ ņÜ®ĒāĢ ļ¬©ļæÉ 4~64 K/sņØś ļāēĻ░üņåŹļÅäļź╝ Ļ░¢ļŖö ņŻ╝ņ▓Āņ×¼ Ļ│äļŗ©ņŗØ ņŻ╝ĒśĢ(steel step mold)ņŚÉ ņŻ╝ņ×ģĒĢśņŚ¼ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. Ļ│äļŗ©ņŗØ ņŻ╝ĒśĢņØĆ 200 ├Ś 240 ├Ś 45 mm ņ╣śņłśļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░ ņ┤Ø 4ļŗ©Ļ│ä(40, 20, 10, 4 mm)ņØś ņŗ£ĒÄĖ ļæÉĻ╗śļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 4 K/s ļ░Å 32 K/sņØś ļāēĻ░üņåŹļÅäņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ│äļŗ©ņŚÉņä£ ņŗ£ĒÄĖņØä ņ▒äņĘ©ĒĢśņŚ¼ ļČäņäØĒĢśņśĆļŗż. ņĀ£ņ×æļÉ£ ņŗ£ĒÄĖņŚÉ ļīĆĒĢśņŚ¼ T7 ņŚ┤ņ▓śļ”¼ļź╝ ņŗżņŗ£ĒĢśņśĆļŖöļŹ░, 470 ┬░C ņŚÉņä£ 2ņŗ£Ļ░ä ļÅÖņĢł ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ĒĢ£ Ēøä 230 ┬░CņŚÉņä£ 5ņŗ£Ļ░ä ļÅÖņĢł ņŗ£ĒÜ©ņ▓śļ”¼ĒĢśņśĆļŗż.
ĒåĄņāüņĀüņØĖ ņŚ░ļ¦łĻ│ĄņĀĢņ£╝ļĪ£ ļ»ĖņäĖņĪ░ņ¦ü ņŗ£ĒÄĖņØä ņżĆļ╣äĒĢśņśĆņ£╝ļ®░ ņĄ£ņóģņŚ░ļ¦łņŗ£ņŚÉ 0.05 ╬╝m colloidal silica ņŚ░ļ¦łņĀ£ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į(OM, Nikon MA200)Ļ│╝ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(SEM, JEOL JSM-6610LV)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņŗ£ĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ļ░öļææĒīÉĒśĢņŗØņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ x200ļ░░ņ£© ņé¼ņ¦ä 9ņן(1.8 ├Ś 1.4 mm2)ņØä ņé¼ņÜ®ĒĢśņŚ¼ I-solution DTļĪ£ ╬▒-AlņØś ĻĖĖņØ┤, ņāØņä▒ņāüņØś Ēü¼ĻĖ░, ļČäņ£© ļō▒ ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×Éļź╝ ņĀĢļ¤ēļČäņäØĒĢśņśĆļŗż. Al-ņģĆĻ│╝ ņ┤łņĀĢ ļ░Å Ļ│ĄņĀĢ SiņØś ņĀĢļ¤ēļČäņäØņŚÉļŖö Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ņé¼ņ¦äņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņāØņä▒ņāüņØĖ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś ņĀĢļ¤ēļČäņäØņŚÉļŖö Ēøäļ░® ņé░ļ×Ć ņĀäņ×É(BSE, back-scattered electron) ņé¼ņ¦äņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×ÉņØś ņĀĢļ¤ēļČäņäØņŚÉļŖö ņĖĪņĀĢļÉ£ ╬▒-AlņØś Ēü¼ĻĖ░, ņāØņä▒ņāüņØś ĻĖĖņØ┤ ļ░Å ĒÅŁ ļō▒ņØś Ļ░ÆņØä ņé░ņłĀĒÅēĻĘĀĒĢśņŚ¼ ĻĄ¼ĒĢśņśĆļŗż. ņāØņä▒ņāüņØś ļō▒Ļ│ĀņäĀļÅä(contour map)ļŖö ņ┤Ø 9 ņןņØś Ēøäļ░® ņé░ļ×Ć ņĀäņ×É ņé¼ņ¦äņŚÉņä£ ņĖĪņĀĢļÉ£ Ļ░üĻ░üņØś ņāØņä▒ņāüņØä ĻĖĖņØ┤ņÖĆ ņóģĒÜĪļ╣äļĪ£ ļČäļźśĒĢśņŚ¼ ĒĢ┤ļŗ╣ ļ╣łļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. 14SĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ņä£ ņāØņä▒ņāüņØś 3D ļ»ĖņäĖņĪ░ņ¦üņØä ļČäņäØĒĢśņśĆļŖöļŹ░, A Robo-Met 3D serial sectioning systemĻ│╝ Avizo Fire reconstruction softwareļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ļśÉĒĢ£, NaOH(95%)ļź╝ ņ”ØļźśņłśņŚÉ 1:9ļĪ£ ĒؼņäØĒĢ£ ņłśņÜ®ņĢĪņ£╝ļĪ£ ņŗ£ĒÄĖņØä ļöźņŚÉņ╣Ł(deep etching)ĒĢśņŚ¼ Al-ĻĖ░ņ¦Ćļź╝ ļģ╣ņŚ¼ļéĖ Ēøä ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Įņ£╝ļĪ£ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż.
T7 ņŚ┤ņ▓śļ”¼ĒĢ£ ņŗ£ĒÄĖņØä ASTM E8M sub sizeļĪ£ Ļ░ĆĻ│ĄĒĢśņŚ¼ 350 ┬░CņŚÉņä£ Ļ│Āņś©ņØĖņן ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņŗ£ĒŚśņĀäņŚÉ ņŗ£ĒÄĖņØä 350 ┬░CņŚÉņä£ 100ņŗ£Ļ░ä ļÅÖņĢł ļģĖņČ£ņŗ£Ēé© Ēøä ņŗ£ĒŚśĒĢśņśĆļŗż. Ļ│Āņś© ņØĖņןņŗ£ĒŚśņØĆ Ļ░üĻ░üņØś ņĪ░Ļ▒┤ņŚÉņä£ 2ĒÜī ņŗ£ĒŚśĒĢśņśĆņ£╝ļ®░, ņØ┤ņØś ĒÅēĻĘĀĻ░ÆņØä ņé¼ņÜ®ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝
3.1 Ļ│Āņś© Ļ░ĢļÅä ļ│ĆĒÖö
Ēæ£ 2ņŚÉ 10SņÖĆ 14S ĒĢ®ĻĖłņØś 350 ┬░C Ļ│Āņś©Ļ░ĢļÅäļź╝ ļéśĒāĆļé┤ņŚłļŗż. 14S ĒĢ®ĻĖłņØĆ ļāēĻ░üņåŹļÅäļź╝ 4 K/sņŚÉņä£ 32 K/sļĪ£ ņ”ØĻ░Ćņŗ£ņ╝░ņØä ļĢī ņØĖņןĻ░ĢļÅäņÖĆ ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆļŗż. ļśÉĒĢ£, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢīņŚÉļÅä ņØĖņןĻ░ĢļÅä ļ░Å ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć ņĢĮĻ░ä ņ”ØĻ░ĆĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś 10S ĒĢ®ĻĖłņØĆ ļāēĻ░üņåŹļÅäļź╝ 32 K/sļĪ£ ņ”ØĻ░Ćņŗ£ņ╝░ņØä ļĢī ņØĖņןĻ░ĢļÅä ļ░Å ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ¦Ćļ¦ī, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢīļŖö ņØĖņןĻ░ĢļÅäņÖĆ ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż.
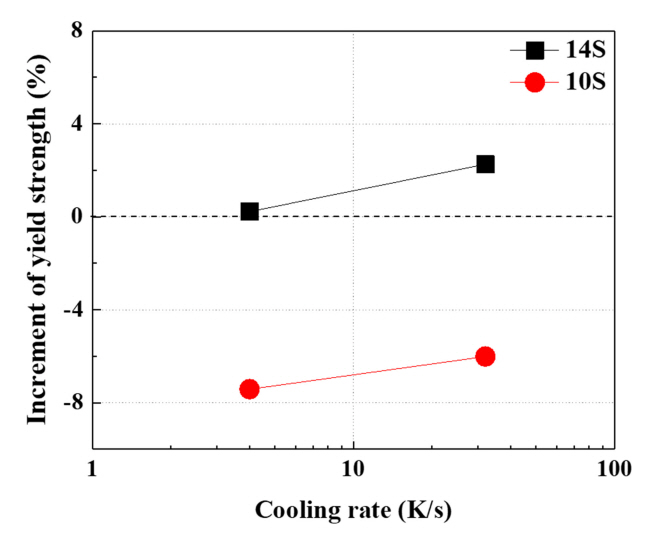
ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ņĀüņÜ®ĒĢ£ 10SņÖĆ 14SņØś Ļ│Āņś© ĒĢŁļ│ĄĻ░ĢļÅäņØś ļ│ĆĒÖöņ£©ņØä ĻĘĖļ”╝ 1ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢī 10SņÖĆ 14SņØś 350 ┬░C Ļ│Āņś©Ļ░ĢļÅäļŖö ņä£ļĪ£ ļŗżļźĖ Ļ▓ĮĒ¢źņä▒ņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż. 14SņØś Ļ▓ĮņÜ░ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć ņāüņŖ╣ĒĢ£ ļ░śļ®┤ 10SļŖö Ļ░ÉņåīĒĢ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņ”ē, 14SļŖö ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢī 4, 32 K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ ĒĢŁļ│Ą Ļ░ĢļÅäĻ░Ć Ļ░üĻ░ü 0.2, 2.3% ņ”ØĻ░ĆĒĢśņśĆņ¦Ćļ¦ī, 10SņØś Ļ▓ĮņÜ░ 4, 32K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć Ļ░üĻ░ü 7.4, 6.0% Ļ░ÉņåīĒĢśņśĆļŗż.
3.2 ļ»ĖņäĖņĪ░ņ¦ü
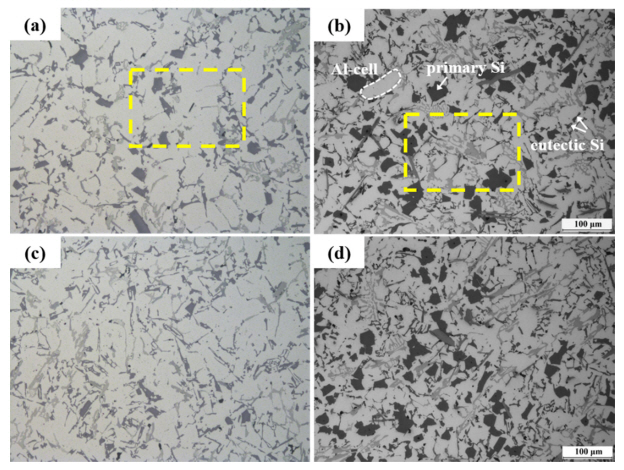
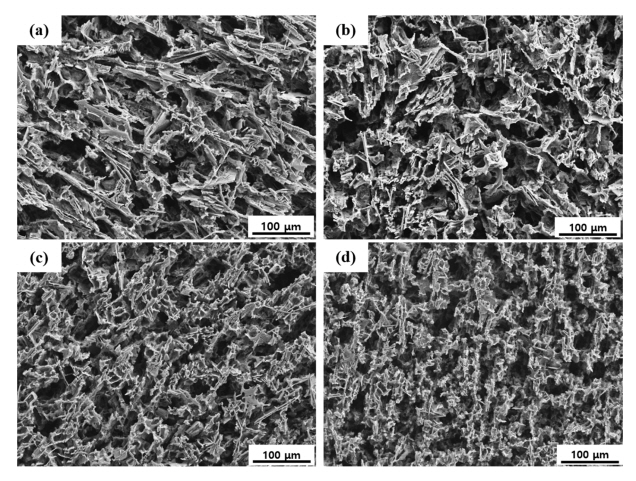
ĻĘĖļ”╝ 2ļŖö 4 K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ 10SņÖĆ 14SĒĢ®ĻĖłņØś ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ļ»ĖņäĖņĪ░ņ¦ü ņé¼ņ¦äņØ┤ļŗż. ĻĘĖļ”╝ 2ņØś Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ņé¼ņ¦äņŚÉņä£ļŖö ĒĢ®ĻĖłņØś ņĪ░ņä▒Ļ│╝ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŚÉ ļö░ļźĖ ╬▒-AlĻ│╝ ņ┤łņĀĢ SiņØś ļ│ĆĒÖöļź╝ ļ│╝ ņłś ņ׳ļŗż. 10SņØś Ļ▓ĮņÜ░ ņĢäĻ│ĄņĀĢ Al-Si ņĪ░ņä▒ņ£╝ļĪ£ ņ┤łņĀĢ SiņØ┤ ņāØņä▒ļÉśņ¦Ć ņĢŖņĢäņĢ╝ ĒĢśņ¦Ćļ¦ī ļŗżļ¤ēņØś ņĀäņØ┤ĻĖłņåŹ ņ▓©Ļ░ĆļĪ£ ņØĖĒĢśņŚ¼ ņåīļ¤ēņØś ņ┤łņĀĢ SiņØ┤ ņāØņä▒ļÉ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. 14SņŚÉļŖö ļ¦ÄņØĆ ņłśņØś ņ┤łņĀĢ SiņØ┤ ņĪ┤ņ×¼ĒĢśļ®░ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ĻĘĖ Ēü¼ĻĖ░Ļ░Ć ļŗżņåī ņ×æņĢäņ¦ä Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņØ┤ņĀäņŚÉ ļ│┤Ļ│ĀļÉ£ ņŚ░ĻĄ¼ņŚÉ ļö░ļź┤ļ®┤ ņÜ®ĒāĢņżæņŚÉ ņĪ┤ņ×¼ĒĢśļŖö PĻ░Ć ņØæĻ│ĀņżæņŚÉ AlPņāüņ£╝ļĪ£ ņāØņä▒ļÉśņ¢┤ ņ┤łņĀĢ SiņØś ĒĢĄņāØņä▒ ņé¼ņØ┤ĒŖĖļĪ£ ņ×æņÜ®ĒĢśņŚ¼ ņØ┤ļōżņØä ļ»ĖņäĖĒÖöņŗ£ĒéżļŖöļŹ░, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ņ┤łņĀĢ SiņØ┤ ļ»ĖņäĖĒÖöļÉśņ¦Ćļ¦ī ĻĘĖ ĒÜ©Ļ│╝ļŖö ļŗżļźĖ ņāØņä▒ņāüļ│┤ļŗż ļé«ņØĆ Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśņŚłļŗż [3].
ĻĘĖļ”¼Ļ│Ā ╬▒-AlņØś Ēü¼ĻĖ░ļŖö ļÅÖņØ╝ĒĢ£ ļāēĻ░üņåŹļÅäņŚÉņä£ 10SĻ░Ć 14S ļ│┤ļŗż Ēü░ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░ ņØ┤ļŖö 10SĻ░Ć 14Sļ│┤ļŗż ļé«ņØĆ ņāØņä▒ņāü ļČäņ£©ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ļæÉ ĒĢ®ĻĖł ļ¬©ļæÉ ╬▒-AlņØś ļ│ĆĒÖöļŖö ļéśĒāĆļéśņ¦Ć ņĢŖņĢśļŗż. ╬▒-AlņØś Ēü¼ĻĖ░ļŖö ļæÉ ĒĢ®ĻĖł ļ¬©ļæÉ ļāēĻ░üņåŹļÅäņŚÉ ņØśĒĢ┤ņä£ļ¦ī ļŗ¼ļØ╝ņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż.
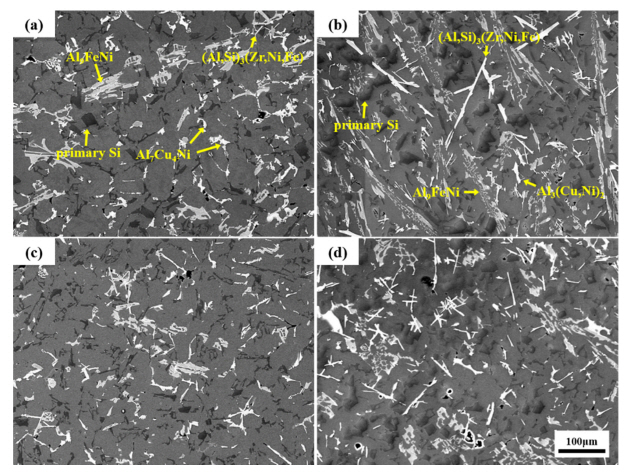
ĻĘĖļ”╝ 3ņØĆ 4 K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ 10SņÖĆ 14SĒĢ®ĻĖłņØś ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ Ēøäļ░® ņĀäņ×É ņé░ļ×Ć ņé¼ņ¦äņ£╝ļĪ£, ņŻ╝ļĪ£ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļōżņØś ļ│ĆĒÖöļź╝ ļ│┤ņŚ¼ņżĆļŗż. 10SņÖĆ 14SļŖö CuņÖĆ NiņØś ņ▓©Ļ░Ćļ¤ēņØ┤ ļŗżļźĖ ĒĢ®ĻĖłņØ┤ņ¦Ćļ¦ī, ļæÉ ĒĢ®ĻĖłņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņāØņä▒ņāüņØś ņóģļźśļŖö Ļ▒░ņØś ļÅÖņØ╝ĒĢśļ®░ ņŻ╝ļĪ£ (Al,Si)3(Zr,Ni,Fe), Al9FeNiĻ│╝ Al3(Cu,Ni)2 ļśÉļŖö Al7Cu4Niļō▒ņØś ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ļŗżļźĖ ņĀÉņØĆ 10SņØś Ļ▓ĮņÜ░ 14Sļ│┤ļŗż CuĒĢ©ļ¤ēņØ┤ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ Al3(CuNi)2 ļ│┤ļŗż Al7Cu4NiņāüņØ┤ ļ¦ÄņØ┤ ņāØņä▒ļÉ£ļŗż. Al3(CuNi)2 ļśÉļŖö Al7Cu4Ni ņāüņØĆ ņØæĻ│Ā ņżæ Al3NiĻ░Ć ļ©╝ņĀĆ ņāØņä▒ļÉ£ Ēøä CuĻ░Ć ņĢĪņāüņŚÉņä£ Al3NiļĪ£ ĒÖĢņé░ļÉśņ¢┤ ļ¦īļōżņ¢┤ņ¦äļŗż [3,39,40]. ĻĘĖļĀćĻĖ░ ļĢīļ¼ĖņŚÉ Cu ĒĢ©ļ¤ēņØ┤ ļåÆņØĆ 10SņŚÉ Al7Cu4NiņāüņØś ļČäņ£©ņØ┤ ļåÆļŗż. ļśÉĒĢ£ 10Si ĒĢ®ĻĖłņŚÉņä£ NiņØś ĒĢ©ļ¤ēņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ Al3NiņØś ļČäņ£©ņØ┤ ņĀüņ¢┤ ņĀäņ▓┤ņĀüņ£╝ļĪ£ 10SņØś ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś ļČĆĒö╝ļČäņ£©ņØ┤ 14S ļīĆļ╣ä ļé«ļŗż. 10SņŚÉ ļ¦ÄņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Al7Cu4Niņāü ļśÉĒĢ£ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ļ»ĖņäĖĒÖöĻ░Ć ņØ╝ņ¢┤ļéśļ®░ ņØ┤ļŖö Al7Cu4NiņāüņØś ļ¬©ņ▓┤Ļ░Ć ļÉśļŖö Al3NiņāüņØ┤ AlPļź╝ ĒĢĄņāØņä▒ ņé¼ņØ┤ĒŖĖļĪ£ Ļ░Ćņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż [3].
ĻĘĖļ”╝ 4ļŖö 14S ĒĢ®ĻĖłņŚÉņä£ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņŚÉ ļö░ļźĖ (Al,Si)3(Zr,Ni,Fe)ņāüņØś ĻĖĖņØ┤ņÖĆ ņóģĒÜĪļ╣äņØś ļ╣łļÅä ļ│ĆĒÖöļź╝ ļ│┤ņŚ¼ņŻ╝ļŖö ļō▒Ļ│ĀņäĀļÅäņØ┤ļŗż. 14S ĒĢ®ĻĖłņŚÉņä£ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļōżņØś ĻĖĖņØ┤ ļ░Å ņóģĒÜĪļ╣äņØś ņĖĪņĀĢņØĆ SEM-EDSļĪ£ Ļ░üĻ░üņØś ņāüņØä ņŗØļ│äĒĢ£ Ēøä ļ░öļææĒīÉĒśĢņŗØņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ x200ļ░░ņ£© ņé¼ņ¦ä 9ņן(1.8 ├Ś 1.4 mm2)ņØś ņśüņŚŁņŚÉņä£ Ļ░üĻ░üņØś ņāüļōżņØä Ļ░£ļ│äņĀüņ£╝ļĪ£ ņäĀĒāØĒĢśņŚ¼ ņĖĪņĀĢņØä ĒĢśņśĆļŗż. ņĖĪņĀĢņŚÉļŖö ļÅÖņØ╝ĒĢ£ ņśüņŚŁņŚÉņä£ ņ┤¼ņśüĒĢ£ BSE ļ░Å OM ņé¼ņ¦äņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ņāüņØś ĻĖĖņØ┤ņÖĆ ņóģĒÜĪļ╣äĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ņ£╝ļ®░ ļāēĻ░üņåŹļÅäļź╝ 4 K/sņŚÉņä£ 32 K/sļĪ£ ņ”ØĻ░Ćņŗ£ņ╝░ņØä ļĢī ĻĖĖņØ┤ļŖö Ļ░ÉņåīĒĢśņ¦Ćļ¦ī ņóģĒÜĪļ╣äņØś ļ│ĆĒÖöļŖö Ēü¼ņ¦Ć ņĢŖņØĆ Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ļśÉĒĢ£ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ 4 K/sņŚÉņä£ 32 K/sļĪ£ ļāēĻ░üņåŹļÅäņØś ļ│ĆĒÖöĻ░Ć ļÅÖņŗ£ņŚÉ ņĀüņÜ®ļÉśņŚłņØä ļĢī ĻĖĖņØ┤ņÖĆ ņóģĒÜĪļ╣äĻ░Ć ļ¬©ļæÉ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. (Al,Si)3(Zr,Ni,Fe) ņāüņØĆ ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ĒöīļĀłņØ┤ĒŖĖ ĒśĢņāüņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░ 32 K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ļŖö ļŗ©ņØ╝ĒĢ£ ĒöīļĀłņØ┤ĒŖĖ ĒśĢņāüņØä ņ£Āņ¦ĆĒĢśĻ│Ā ņ׳ņ£╝ļéś ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ņĀüņÜ®ĒĢśņśĆņØä ļĢī ļŗżļ░®ļ®┤ņ£╝ļĪ£ ņä▒ņןĒĢśņŚ¼ ĒöīļĀłņØ┤ĒŖĖĻ░Ć Ļ▓╣ņ│Éņ¦ä ĒśĢņāüņØä ņØ┤ļŻ©Ļ│Ā ņ׳ļŗż[3]. (Al,Si)3(Zr,Ni,Fe) ņāüņØĆ Al3ZrņāüņŚÉ Si, Ni ļ░Å FeĻ░Ć ņ╣śĒÖśļÉśņ¢┤ ņāØņä▒ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ Al3ZrĻ│╝ Ļ░ÖņØĆ Ļ▓░ņĀĢ ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░[41], ĒöīļĀłņØ┤ĒŖĖ ĒśĢņāüņ£╝ļĪ£ ņ×ÉļØ╝Ļ▒░ļéś ļŗżļ░®ļ®┤ņ£╝ļĪ£ ņä▒ņןĒĢśļŖö ĒśĢņāüņØä Ļ░Ćņ¦ĆļŖö Al3ZrĻ│╝ ņ£Āņé¼ĒĢ£ ĒśĢņāüņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż [42].
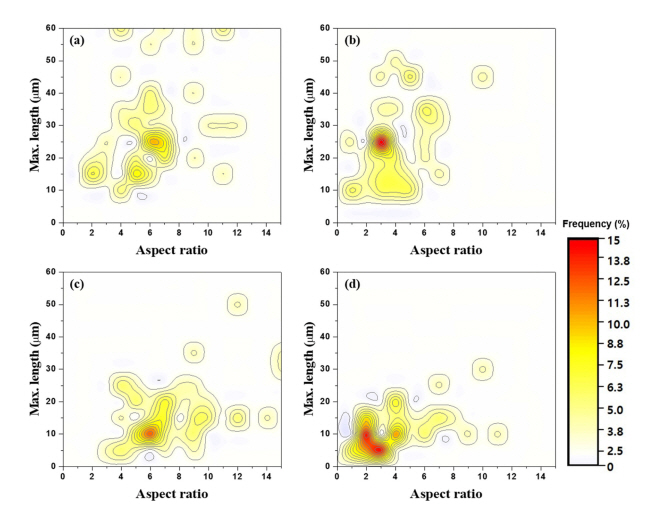
ĻĘĖļ”╝ 5ņØś ļō▒Ļ│ĀņäĀļÅäļŖö ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņŚÉ ļö░ļźĖ Al9FeNiņāüņØś ĻĖĖņØ┤ņÖĆ ņóģĒÜĪļ╣äņØś ļ│ĆĒÖöļź╝ ļ│┤ņŚ¼ņżĆļŗż. Al9FeNiņāüņØĆ ĒĢĄņāØņä▒ ņé¼ņØ┤ĒŖĖĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖņĢä ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŚÉ ņØśĒĢ£ ļ»ĖņäĖĒÖö ĒÜ©Ļ│╝Ļ░Ć ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ[3] ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ĻĖĖņØ┤ ļ░Å ņóģĒÜĪļ╣äņØś ļ╣łļÅä ļ│ĆĒÖöĻ░Ć Ļ▒░ņØś ņŚåņŚłļŗż. ļ░śļ®┤, 4 K/sņŚÉņä£ 32 K/sļĪ£ ļāēĻ░üņåŹļÅäļź╝ ļŗżļź┤Ļ▓ī ĒĢśņśĆņØä ļĢīļŖö Ēü¼ĻĖ░Ļ░Ć ĒśäņĀĆĒ׳ Ļ░ÉņåīĒĢśņśĆļŗż.
ĻĘĖļ”╝ 6ņŚÉ ļéśĒāĆļéĖ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņŚÉ ļö░ļźĖ ļō▒ Ļ│ĀņäĀļÅäņŚÉņä£ Al3(Cu,Ni)2 ņāüņØś Ļ▓ĮņÜ░ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŚÉ ņØśĒĢ£ ļ»ĖņäĖĒÖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ļ╣ĀļźĖ ļāēĻ░üņåŹļÅäņÖĆ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢī (Al,Si)3(Zr,Ni,Fe)ņāüĻ│╝ ņ£Āņé¼ĒĢ£ ļ│ĆĒÖö ņ¢æņāüņØä ļ│┤ņŚ¼ņŻ╝ņŚłļŗż. Al3(Cu,Ni)2 ņāüņØĆ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ ņāüņØś ĒÅŁņØĆ Ļ▒░ņØś ļ│ĆĒĢśņ¦Ć ņĢŖņ£╝ļéś ĒĢĄņāØņä▒ņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ĻĖĖņØ┤Ļ░Ć ņ¦¦ņĢäņ¦ĆĻ▓ī ļÉśļ®┤ņä£ ņóģĒÜĪļ╣äĻ░Ć ņżäņ¢┤ļō£ļŖö Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ĻĘĖļ¤¼ļéś 4 K/sņŚÉņä£ 32 K/sļĪ£ ļāēĻ░üņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēéżļ®┤ ņ¦¦ņØĆ ņä▒ņן ņŗ£Ļ░äņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ĻĖĖņØ┤ņÖĆ ĒÅŁņØ┤ Ļ░ÖņØ┤ Ļ░ÉņåīĒĢśļ®┤ņä£ ņóģĒÜĪļ╣äļŖö Ļ▒░ņØś ļ│ĆĒĢśņ¦Ć ņĢŖĻ│Ā ļ»ĖņäĖĒÖö ļÉ£ļŗż. ļśÉĒĢ£ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśĻ│Ā 32 K/sņØś ļāēĻ░üņåŹļÅäļź╝ Ļ░Ćņ¦ł ļĢī ĒĢĄņāØņä▒ņ£╝ļĪ£ ņØĖĒĢ£ ļ»ĖņäĖĒÖö ĒÜ©Ļ│╝Ļ░Ć ļŹöņÜ▒ ņ╗żņ¦ĆĻ▓ī ļÉśļ®┤ņä£ ĻĖĖņØ┤Ļ░Ć Ēü¼Ļ▓ī Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
ĻĘĖļ”╝ 7ņØĆ 4, 32 K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ 14SĒĢ®ĻĖłņŚÉ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢ£ ņŗ£ĒÄĖĻ│╝ ĒĢśņ¦Ć ņĢŖņØĆ ņŗ£ĒÄĖņØä ļöźņŚÉņ╣ŁĒĢ£ Ēøäļ░® ņĀäņ×Éņé░ļ×Ć ņé¼ņ¦äņØ┤ļŗż. ĻĘĖļ”╝ 2, 3, 4, 5, 6ņŚÉņä£ ņé┤ĒÄ┤ļ│Ė ļ░öņÖĆ Ļ░ÖņØ┤ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ 32 K/s ļāēĻ░üņåŹļÅäņŚÉņä£ Si ļ░Å ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļōżņØ┤ ļ»ĖņäĖĒĢ┤ņ¦ä Ļ▓āņØä ļ│╝ ņłś ņ׳ņ£╝ļ®░, ļīĆļŗżņłśņØś ņāØņä▒ņāüļōżņØ┤ ņל ņŚ░Ļ▓░ļÉśņ¢┤ ņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
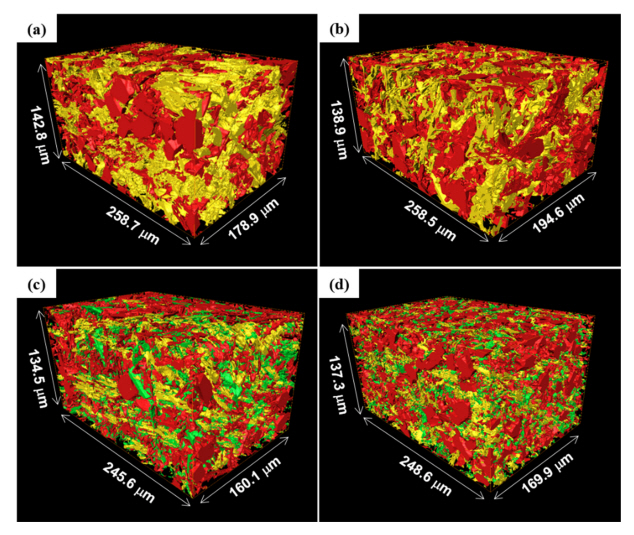
ņØ┤ļź╝ ņĪ░ĻĖł ļŹö ļ¬ģĒÖĢĒĢśĻ▓ī ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ A Robo-Met 3D serial sectioning systemņØä ņé¼ņÜ®ĒĢśņŚ¼ ņāØņä▒ņāüņØś 3D imageļź╝ ĻĄ¼ņČĢĒĢśĻ│Ā ņØ┤ļź╝ ļČäņäØĒĢśņśĆļŗż (ĻĘĖļ”╝ 8). ĻĘĖļ”╝ 8ņŚÉņä£ ļČēņØĆņāēņØĆ SiņØä ļéśĒāĆļé┤Ļ│Ā ņ┤łļĪØņāē (ĻĘĖļ”╝ 3ņŚÉņä£ (Al,Si)3(Zr,Ni,Fe)ņāü)Ļ│╝ ļģĖļ×Ćņāē (ĻĘĖļ”╝ 3ņŚÉņä£ Al9FeNi ļ░Å Al3(Cu,Ni)2 ļō▒)ņØĆ ĻĖłņåŹĻ░ä ĒÖöĒĢ®ļ¼╝ņØä ļéśĒāĆļéĖļŗż. Asghar ļō▒[28]Ļ│╝ Tolnai ļō▒[27]ņØĆ 3D ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņĀäņ▓┤ ĻĄ¼ņä▒ņāüņØś ļČĆĒö╝ ļīĆļ╣ä Ļ░Ćņן Ēü░ ĻĄ¼ņä▒ņāüņØś ļČĆĒö╝ļ╣äļź╝ ņāüĒśĖņŚ░Ļ▓░ņä▒ņ£╝ļĪ£ ņĀĢņØśĒĢśņśĆļŗż. ņØ┤ ņĀĢņØśņŚÉ ļö░ļØ╝ ņāüĒśĖņŚ░Ļ▓░ņä▒ņØä ĻĄ¼ĒĢ£ Ļ░ÆņØä Ēæ£ 3ņŚÉ ļéśĒāĆļé┤ņŚłļŖöļŹ░, ļ¬©ļōĀ ņĀ£ņĪ░ņĪ░Ļ▒┤ņŚÉņä£ ņāüĒśĖņŚ░Ļ▓░ņä▒ņØĆ 99.7% ņØ┤ņāüņØś Ēü░ Ļ░ÆņØä ļ│┤ņśĆņ£╝ļ®░ ļśÉĒĢ£ ņĀ£ņĪ░ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņ░©ņØ┤ļÅä Ļ▒░ņØś ņŚåņŚłļŗż.
4. ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖ
ĻĖ░ņ¦Ć ļé┤ļČĆņŚÉ ĻĖ░ņ¦Ćļ│┤ļŗż Ļ▓ĮļÅäĻ░Ć Ēü░ Ļ░ĢĒÖöņ×¼Ļ░Ć ņĪ┤ņ×¼ĒĢśļŖö ļ│ĄĒĢ®ņ×¼ņŚÉņä£ļŖö ņ×¼ļŻīņŚÉ ņØĖņן ņØæļĀźņØ┤ Ļ░ĆĒĢ┤ņ¦ł ļĢī Ļ░ĢĒÖöņ×¼ņÖĆ ĻĖ░ņ¦ĆĻ░äņØś ņĀäļŗ©ņØæļĀźņØä ļ│ĆĒśĢĒĢśņŚ¼ ĒĢŁļ│ĄņØæļĀźņ£╝ļĪ£ ļéśĒāĆļé┤ļŖö ņłśņŗØņØä ļ¦ÄņØ┤ ņé¼ņÜ®ĒĢśļŖöļŹ░[30-32], ĻĘĖ ņżæ NarodoneĻ│╝ Prewo[30]Ļ░Ć ņĀ£ņĢłĒĢ£ ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØ┤ ļīĆĒæ£ņĀüņØ┤ļŗż. ĻĘĖļ¤¼ļéś ņØ┤ ļ¬©ļŹĖņØĆ ņØ╝ļ░®Ē¢źņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ ņןņä¼ņ£Āļź╝ Ļ░Ćņ¦ĆļŖö Al ļ│ĄĒĢ®ņ×¼ņØś Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśļŖö Ļ▓āņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ, ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļōżņØ┤ ļČłĻĘ£ņ╣ÖņĀüņ£╝ļĪ£ ļČäĒżļÉ£ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░¢ļŖö Al-Si ņŻ╝ņĪ░ĒĢ®ĻĖłņØś Ļ░ĢļÅä Ļ│äņé░ņŚÉ ņØ┤ļź╝ ĻĘĖļīĆļĪ£ ņĀüņÜ®ĒĢśļŖö Ļ▓āņØĆ ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖņ£╝ļ®░, ļŗżņä▒ļČäĻ│ä AlSi ĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×Éļź╝ ļ░śņśüĒĢĀ ņłś ņ׳ļÅäļĪØ ļ¬©ļŹĖņØä ļ│ĆĒśĢĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ļŗż. ņĢ×ņä£ ņé┤ĒÄ┤ļ│Ė ļ»ĖņäĖņĪ░ņ¦üĻ│╝ Ļ░ÖņØ┤, ļŗżņä▒ļČäĻ│ä Al-Si ĒĢ®ĻĖłņŚÉļŖö Ļ▓ĮļÅäĻ░Ć ļåÆņØĆ ļŗżņ¢æĒĢ£ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØ┤ ĻĖ░ņ¦ĆņŚÉ ņĪ┤ņ×¼ĒĢśļ®░ ņØ┤ļōżņØĆ ņŻ╝ļĪ£ ╬▒-Al ņłśņ¦Ćņāü Ļ▓ĮĻ│äļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢ£ļŗż.
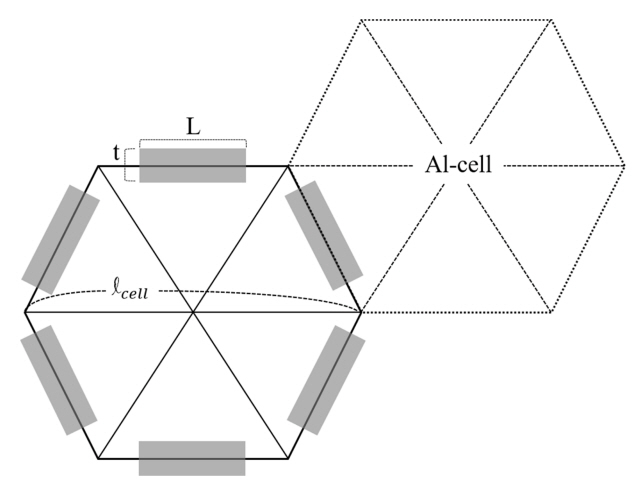
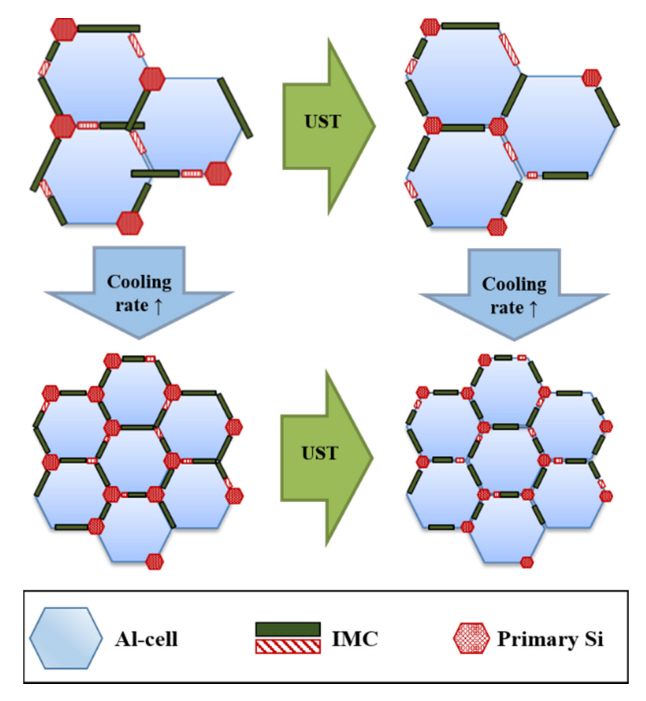
ņØ┤ņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļ░śņśüĒĢ£ ļ¬©ņŗØļÅäļź╝ ĻĘĖļ”╝ 9ņŚÉ ļéśĒāĆļé┤ņŚłļŖöļŹ░, ņ£ĪĻ░üĒśĢņØś ╬▒-Al ņģĆņØä ĻĖ░ļ░śņ£╝ļĪ£ ņāØņä▒ņāüļōżņØ┤ ĒöīļĀłņØ┤ĒŖĖ ĒśĢĒā£(2DņŚÉņä£ ņ¦üņé¼Ļ░üĒśĢ)ļĪ£ ņģĆ Ļ▓ĮĻ│äļ®┤ņŚÉ ļČäĒżĒĢśĻ│Ā ņ׳ļŖö Ļ▓āņ£╝ļĪ£ Ļ░ĆņĀĢĒĢĀ ņłś ņ׳ļŗż. ņłśņŗØņØä ņ£ĀļÅäĒĢśĻĖ░ ņ£äĒĢ£ ĻĘĖļ”╝ 9ņØś ļ¬©ņŗØļÅä ĒśĢņāüņØä ņ£ĪĻ░üĒśĢņ£╝ļĪ£ Ļ░ĆņĀĢĒĢ£ ņØ┤ņ£ĀļŖö ņŗżņĀ£ Al-cellņØś ĒśĢņāüĻ│╝ ņ£Āņé¼ĒĢśļ®┤ņä£ ĻĖ░ņ¦ĆņÖĆ ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£© Ļ│äņé░ņŗ£ ļ╣ł Ļ│ĄĻ░äņØ┤ ņāØĻĖ░ņ¦Ć ņĢŖļŖö ĒśĢņāüņØä ņé¼ņÜ®ĒĢśĻ│Āņ×É ĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņØ┤ ļ¬©ņŗØļÅäļź╝ ļ░öĒāĢņ£╝ļĪ£ ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×ÉĻ░Ć ļōżņ¢┤Ļ░Ć ņ׳ļŖö ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņ£ĀļÅäĒĢśņŚ¼ Ļ│Āņś© ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśņśĆļŗż. ņłśņŗØņØä ņ£ĀļÅäĒĢśĻĖ░ ņ£äĒĢ£ ļ¬©ņŗØļÅä ĒśĢņāüņØĆ ņŗżņĀ£ ╬▒-Al ņØś ĒśĢņāüĻ│╝ ņ£Āņé¼ĒĢ£ ņ£ĪĻ░üĒśĢņ£╝ļĪ£ Ļ░ĆņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£, Ēæ£ 4 [41,46]ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ Si ļ░Å ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØĆ ╬▒-Al ļ¦żĒŖĖļ”ŁņŖż(matrix) ļīĆļ╣ä 350 ┬░C Ļ▓ĮļÅäņÖĆ Ēāäņä▒Ļ│äņłś ļō▒ņØś ĒŖ╣ņä▒ņØ┤ ĒśäņĀĆĒ׳ ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ ņØ┤ļōżņØä ĻĄ¼ļ│äĒĢśņ¦Ć ņĢŖĻ│Ā ļŗ©ņØ╝ĒĢ£ ĒĢśļéśņØś ņāØņä▒ņāüņ£╝ļĪ£ Ļ░ĆņĀĢĒĢśĻ│Ā Ļ│äņé░ĒĢśņśĆļŗż.
ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖ[30]ņØä ĻĖ░ļ░śņ£╝ļĪ£ ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ Ļ░ĢļÅäļŖö ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņ£ĀļÅäĒĢśņśĆļŗż.
ņŚ¼ĻĖ░ņä£ ŽācļŖö ļ│ĄĒĢ®ņ×¼ņØś ĒĢŁļ│ĄĻ░ĢļÅäņØ┤ļŗż. Žā ┬» p Žā ┬» m
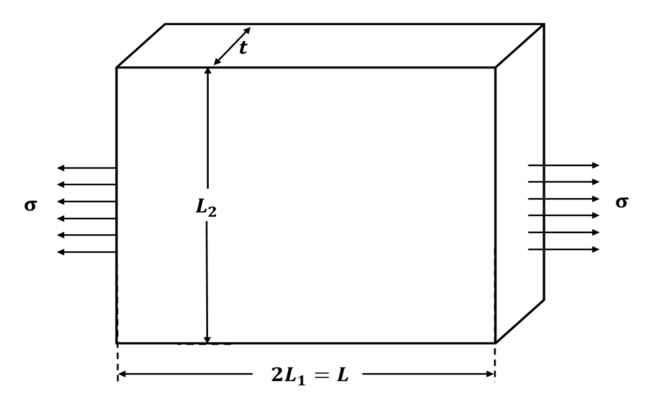
ĻĘĖļĀćĻĖ░ ļĢīļ¼ĖņŚÉ ĻĘĖļ”╝ 10Ļ░ÖņØĆ ĒöīļĀłņØ┤ĒŖĖ (2DņŚÉņä£ ņ¦üņé¼Ļ░üĒśĢ)ņŚÉ ņ×æņÜ®ĒĢśļŖö ņØæļĀźņØä Ļ│äņé░ĒĢśņŚ¼ Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśņśĆļŗż. ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖ[30]ņŚÉņä£ ĒöīļĀłņØ┤ĒŖĖņŚÉ ņ×æņÜ®ĒĢśļŖö ĒÅēĻĘĀ ņØæļĀź Žā ┬» p
ņØ┤ ļĢī ŽāiļŖö ĒöīļĀłņØ┤ĒŖĖņŚÉ ņ×æņÜ®ĒĢśļŖö ņØĖņן ņØæļĀźņØ┤ļ®░ L2 ļ░Å tļŖö Ļ░üĻ░ü ĒöīļĀłņØ┤ĒŖĖņØś ĻĖĖņØ┤ņÖĆ ĒÅŁņØä ļéśĒāĆļé┤Ļ│Ā sļŖö ĒöīļĀłņØ┤ĒŖĖņØś ņóģĒÜĪļ╣äņØ┤ļŗż. ļ¦żĒŖĖļ”ŁņŖżņŚÉ ņ×æņÜ®ĒĢśļŖö ĒÅēĻĘĀ ņØæļĀź ŽāmņØĆ ĒöīļĀłņØ┤ĒŖĖņÖĆ ļ¦żĒŖĖļ”ŁņŖżņØś Ļ│äļ®┤ņŚÉņä£ ņŖ¼ļ”ĮņØ┤ ņŚåļŗżĻ│Ā Ļ░ĆņĀĢĒĢśļ®┤ ĒöīļĀłņØ┤ĒŖĖņŚÉ ņ×æņÜ®ĒĢśļŖö ņØĖņןņØæļĀź ŽāiĻ░Ć ļÉ£ļŗż. ļśÉĒĢ£, ļ│ĄĒĢ®ņ×¼ņØś ĒĢŁļ│ĄĻ░ĢļÅä Žācyļź╝ ļÅäņČ£ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļ¦żĒŖĖļ”ŁņŖżĻ░Ć ĒĢŁļ│ĄĻ░ĢļÅäņŚÉ ļÅäļŗ¼ĒĢśņśĆņØä ļĢī, ņ”ē Žāi = Žāmy ņØ╝ ļĢī ļ│ĄĒĢ®ņ×¼ņØś ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć ļ░£ņāØĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ░ĆņĀĢņØä ļ░öĒāĢņ£╝ļĪ£ ņŗØ(2)ļź╝ ņŗØ (1)ņŚÉ ļīĆņ×ģĒĢśņŚ¼ ĻĄ¼ņä▒ņÜöņåīĻ░Ć ĒöīļĀłņØ┤ĒŖĖ ĒśĢņāüņØä Ļ░Ćņ¦ĆļŖö ļ│ĄĒĢ®ņ×¼ņØś ņŗØņ£╝ļĪ£ ņ£ĀļÅä ĒĢĀ ņłś ņ׳ļŗż. ĒöīļĀłņØ┤ĒŖĖļź╝ ĻĄ¼ņä▒ņÜöņåīļĪ£ Ļ░Ćņ¦ä ļ│ĄĒĢ®ņ×¼ņØś ĒĢŁļ│ĄĻ░ĢļÅä ŽācyļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
ĒĢ®ĻĖłņØś ņāØņä▒ņāüņØ┤ ĻĘĖļ”╝ 10ņŚÉņä£ ļéśĒāĆļéĖ ņĀĢļ░®ĒśĢņØś ĒöīļĀłņØ┤ĒŖĖļØ╝Ļ│Ā Ļ░ĆņĀĢĒĢśļ®┤ L2 = = 2L1 = L, ĻĘĖļ”¼Ļ│Ā s = L/tņØ┤ļŗż. ņØ┤ ļĢī ņŗØ(3)ņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņ£ĀļÅäļÉ£ļŗż.
ņŚ¼ĻĖ░ņä£ ĒĢ®ĻĖłņØś ļČĆĒö╝ ļČäņ£© Vm + VP = 1 ņØ┤ļŗż.
ņ£ĀļÅäļÉ£ ņŗØ(5)ļŖö ņĀĢļ░®ĒśĢņØś ĒöīļĀłņØ┤ĒŖĖļź╝ Ļ░Ćņ¦ĆļŖö ļ│ĄĒĢ®ņ×¼ņØś ĒĢŁļ│ĄĻ░ĢļÅäļź╝ Ļ│äņé░ĒĢśļŖö ņŗØņØ┤ļŗż. ļö░ļØ╝ņä£ ņĀĢļ░®ĒśĢņØś ĒöīļĀłņØ┤ĒŖĖļź╝ Ļ░Ćņ¦ĆļŖö ļ│ĄĒĢ®ņ×¼ņØś Vpļź╝ ņ£ĪĻ░üĒśĢņģĆņŚÉ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØ┤ ņĪ┤ņ×¼ĒĢśļŖö VpļĪ£ ļ│ĆĒÖśĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ĻĘĖļ”╝ 9ņŚÉ ļéśĒāĆļéĖ ņ£ĪĻ░üļ¬©ļŹĖņØś VpļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
ņŚ¼ĻĖ░ņä£ A c e l l = 3 3 ( 1 / 2 ┬Ę l c e l l ) 2 / 2
ņŗØ (7)ņØä ņŗØ(5)ņŚÉ ļīĆņ×ģĒĢśļ®┤
ņŗØ (8)ņŚÉņä£ L/lcellņØä ╬▒ļĪ£ ņĀĢņØśĒĢśļ®┤ ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖļĪ£ ņ£ĀļÅäļÉśļŖö ĒĢ®ĻĖłņØś ĒĢŁļ│ĄĻ░ĢļÅäļŖö ļŗżņØīņØś ņŗØ (9)ņÖĆ Ļ░Öļŗż.
ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ LņØĆ Ļ│Āņś©ņĢłņĀĢņāüņØĖ ĒöīļĀłņØ┤ĒŖĖņØś ĻĖĖņØ┤ņØ┤ļŗż. lcelņØĆ ņ£ĪĻ░üņģĆņØś ļ¦łņŻ╝ļ│┤ļŖö Ļ╝Łņ¦ĆņĀÉņØä ņ×ćļŖö ļīĆĻ░üņäĀņØś ĻĖĖņØ┤ņØ┤ļ®░ ĻĘĖļ”╝ 9ņŚÉņä£ Al-ņģĆņØś Ēü¼ĻĖ░ļź╝ ņØśļ»ĖĒĢ£ļŗż. Al-ņģĆņØś Ēü¼ĻĖ░ lcellņØĆ ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ņØś ╬▒-Al ņłśņ¦ĆņāüņØś Ēü¼ĻĖ░ļź╝ ņØśļ»ĖĒĢśļ®░ Al-Si ĒĢ®ĻĖł ļ»ĖņäĖņĪ░ņ¦üņØś SDAS (secondary dendrite arm spacing)ļĪ£ ņĀĢņØśĒĢśņśĆļŗż. Žācy ņÖĆ Žāmy ļŖö Ļ░üĻ░ü ĒĢ®ĻĖłņØś ĒĢŁļ│ĄĻ░ĢļÅäņÖĆ ╬▒-Al ļ¦żĒŖĖļ”ŁņŖżņØś ĒĢŁļ│ĄĻ░ĢļÅäņØ┤ļŗż. ļśÉĒĢ£, s=L/tņØ┤ļ®░ Ļ│Āņś©ņĢłņĀĢņāüņØś ņóģĒÜĪļ╣äņØ┤ļŗż. ņŚ¼ĻĖ░ņä£, tļŖö ņāüņØś ĒÅēĻĘĀ ļæÉĻ╗śņØ┤ļŗż.
5. Ļ│Ā ņ░░
5.1 ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖ ĻĖ░ļ░ś Ļ│Āņś©Ļ░ĢļÅä ĒĢ┤ņäØ
Ļ▓░Ļ│╝ņŚÉņä£ ņä£ņłĀĒĢśņśĆļō»ņØ┤ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŗ£ 10SņÖĆ 14SĒĢ®ĻĖłņŚÉņä£ Ļ│Āņś©Ļ░ĢļÅäņØś ļ│ĆĒÖöļŖö ņä£ļĪ£ ļŗżļźĖ Ļ▓ĮĒ¢źņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ņØ┤ Ļ▓░Ļ│╝ļŖö ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŚÉ ņØśĒĢ┤ ņāØņä▒ņāüņØś Ēü¼ĻĖ░, ņóģĒÜĪļ╣ä ļ░Å ļČäņ£© ļō▒Ļ│╝ Ļ░ÖņØĆ ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉņØś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ļ│Āņś© Ļ░ĢļÅäņÖĆ ņŚ░Ļ┤Ćņä▒ņØ┤ ņ׳ļŖö ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØ┤ ļŗ¼ļØ╝ņ¦ĆļŖöļŹ░ ĻĖ░ņØĖĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Asghar ļō▒[28]Ļ│╝ Tolnai ļō▒[27]ņØĆ 3D ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ņØś ņāüĒśĖņŚ░Ļ▓░ņä▒Ļ│╝ ņāØņä▒ņāüņØś ĒśĢņāü ņØĖņ×ÉņØĖ ĻĄ¼ĒśĢĒÖö ņĀĢļÅäļź╝ Ļ▓░ļČĆĒĢśņŚ¼ Ļ│Āņś©Ļ░ĢļÅäļź╝ ĒĢ┤ņäØĒĢśņśĆļŗż. ĻĘĖļōżņØĆ ļÅÖņØ╝ĒĢ£ ĒĢ®ĻĖłņŚÉņä£ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ ņĪ░Ļ▒┤ņØä ļŗ¼ļ”¼ĒĢśĻ▒░ļéś ļśÉļŖö ļÅÖņØ╝ĒĢ£ ĒĢ®ĻĖłĻ│äņŚÉņä£ ĒĢ®ĻĖłņøÉņåīņØś ņ▓©Ļ░Ćļ¤ēņØä ļŗ¼ļ”¼ĒĢśņŚ¼ ņāØņä▒ņāüņØś Ēü¼ĻĖ░ļéś ļČĆĒö╝ļČäņ£©ņŚÉ Ēü░ ņ░©ņØ┤ļź╝ ļ│┤ņØ┤ļŖö ĒĢ®ĻĖłņŚÉņä£ 3D ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ ļ│ĆĒÖöņÖĆ Ļ│Āņś© Ļ░ĢļÅäņØś ļ│ĆĒÖöĻ░Ć Ļ▒░ņŗ£ņĀüņ£╝ļĪ£ ņל ņØ╝ņ╣śĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ 14S ļśÉļŖö 10SĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļéś ļāēĻ░üņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ļ│Āņś©ņĢłņĀĢņāüņØś Ēü¼ĻĖ░ļéś ņóģĒÜĪļ╣äņŚÉ ļ│ĆĒÖöļź╝ ļ│┤ņśĆņ£╝ļéś ļČĆĒö╝ļČäņ£©ņØĆ Ļ▒░ņØś ļ│ĆĒĢśņ¦Ć ņĢŖņĢśĻ│Ā ļśÉĒĢ£ 3D ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØĆ Ēü¼Ļ▓ī ļ│ĆĒĢśņ¦Ć ņĢŖņĢśĻĖ░ ļĢīļ¼ĖņŚÉ, Asghar ļō▒[28]Ļ│╝ Tolnai ļō▒[27]ņØ┤ ņé¼ņÜ®ĒĢ£ ņāüĒśĖņŚ░Ļ▓░ņä▒ņ£╝ļĪ£ Ļ│Āņś©Ļ░ĢļÅäņØś ļ│ĆĒÖöļź╝ ĒĢ┤ņäØĒĢśĻĖ░ņŚÉļŖö ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļלņä£ ļ│Ė Ļ│Āņ░░ņŚÉņä£ļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ļäÉļ”¼ ņé¼ņÜ®ļÉśļŖö ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä Al-SiĻ│ä ņŻ╝ņĪ░ ĒĢ®ĻĖłņØś 2D ļ»ĖņäĖņĪ░ņ¦üņŚÉ ņĀüĒĢ®ĒĢśĻ▓ī ļ│ĆĒśĢņŗ£Ēé© ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ ņāØņä▒ņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØä ļČäņäØĒĢśĻ│Ā, ĒĢ®ĻĖłņØś ņĀ£ņĪ░ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ļ│Āņś© Ļ░ĢļÅä ļ│ĆĒÖöļź╝ ĒĢ┤ņäØĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
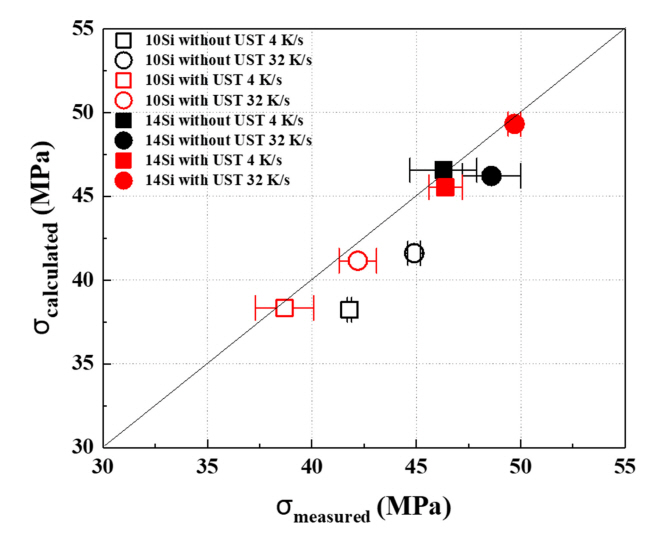
ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ ņŗØ (9)ņŚÉņä£ Ļ│Āņś©ņĢłņĀĢņāüņØś ĒÅēĻĘĀ ĻĖĖņØ┤ņÖĆ ĒÅēĻĘĀ ļæÉĻ╗ś, Al-ņģĆ Ēü¼ĻĖ░ ļ░Å ļ¦żĒŖĖļ”ŁņŖżņØś Ļ│Āņś© Ļ░ĢļÅäļź╝ ņĢī ņłś ņ׳ļŗżļ®┤ Ļ│Āņś© ĒĢŁļ│Ą Ļ░ĢļÅäļź╝ ĻĄ¼ĒĢĀ ņłś ņ׳ļŗż. 10SņÖĆ 14S ĒĢ®ĻĖłņŚÉņä£ Ļ│äņé░ļÉ£ ĒĢŁļ│ĄĻ░ĢļÅäņÖĆ ņŗżņĀ£ ņĖĪņĀĢļÉ£ 350┬░CņŚÉņä£ņØś Ļ│Āņś© ĒĢŁļ│ĄĻ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢśņŚ¼ ĻĘĖļ”╝ 11ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŗØ (9)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ│äņé░ļÉ£ Ļ│Āņś©ĒĢŁļ│ĄĻ░ĢļÅäĻ░ÆņØĆ ņĖĪņĀĢļÉ£ Ļ░ÆĻ│╝ ļ╣äĻĄÉņĀü ņל ņØ╝ņ╣śĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. Ļ│Āņś© ĒĢŁļ│ĄĻ░ĢļÅä Ļ│äņé░ņŗ£ņŚÉ ņé¼ņÜ®ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×ÉļŖö ņØĖņןņŗ£ĒŚśĒÄĖņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ņĖĪņĀĢĒĢ£ Ļ▓āņ£╝ļĪ£ ņØ┤ Ļ░ÆļōżņØä Ēæ£ 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. Ēæ£ 5ņŚÉ Ēæ£ĻĖ░ļÉ£ lcell, L, t ļ░Å sļŖö ĒĢ®ĻĖłņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļ¬©ļōĀ Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ĒÅēĻĘĀĻ░ÆņØ┤ļ®░, ╬▒ļŖö ņĖĪņĀĢļÉ£ ĒÅēĻĘĀĻ░ÆņØä ņé¼ņÜ®ĒĢśņŚ¼ ĻĄ¼ĒĢśņśĆļŗż. ļśÉĒĢ£ VpļŖö SiĻ│╝ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØś ņĀäņ▓┤ ļČĆĒö╝ļČäņ£©ņØś ĒĢ®ņØ┤ļŗż. Ļ│Āņś© ĒĢŁļ│ĄĻ░ĢļÅä Ļ│äņé░ ņŗ£ ŽāmyņØś Ļ░ÆņØĆ 26 MPaļĪ£ ĒĢśņśĆļŗż [45].
5.2 ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ ņāüĒśĖņŚ░Ļ▓░ņä▒
Al-Si ņŻ╝ņĪ░ ĒĢ®ĻĖłņŚÉņä£ Ļ│Āņś© Ļ░ĢļÅäļŖö ņāØņä▒ņāüņØś ļČäņ£© ņ”ØĻ░ĆņŚÉ ņØśĒĢ£ ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ ņ”ØĻ░ĆņŚÉ ĻĖ░ņØĖĒĢśļŖö Ļ▓āņ£╝ļĪ£ ļ│┤Ļ│ĀļÉśĻ│Ā ņ׳ļŗż[10]. Tolnai ļō▒[27]ņØĆ 3D ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØä ņāØņä▒ņāüņØś ņĀäņ▓┤ ļČĆĒö╝ ļīĆļ╣ä ņĄ£ļīĆ Ēü¼ĻĖ░ļź╝ Ļ░¢ļŖö ņāØņä▒ņāüņØś ļČĆĒö╝ļ╣äļĪ£ ņĀĢņØśĒĢśņśĆļŗż. ņØ┤ ņĀĢņØśļź╝ 2-D ļ»ĖņäĖņĪ░ņ¦üņØä ņé¼ņÜ®ĒĢ£ ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ļŖö ļÅÖņØ╝ĒĢśĻ▓ī ņé¼ņÜ®ĒĢĀ ņłś ņŚåņ£╝ļ®░, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗØ(9)ņØś ņØĖņ×ÉņØĖ ╬▒ļź╝ ņāüĒśĖņŚ░Ļ▓░ņä▒ ņ¦ĆņłśļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż. ╬▒ļŖö L/lcellļĪ£ Al-ņģĆ Ēü¼ĻĖ░ (SDAS)ļīĆļ╣ä ņØ┤ņØś ļ│ĆņŚÉ ņĪ┤ņ×¼ĒĢśļŖö Ļ│Āņś©ņĢłņĀĢņāüņØś Ēü¼ĻĖ░ ļ╣äļĪ£, ņØ┤ Ļ░ÆņØ┤ Ēü┤ņłśļĪØ Ļ│Āņś©ņĢłņĀĢņāüņØś ņŚ░Ļ▓░ ņĀĢļÅäĻ░Ć ņ╗żņ¦äļŗżĻ│Ā ļ│╝ ņłś ņ׳ļŗż. ĻĘĖļ”╝ 9ņØś ļ¬©ņŗØļÅäļź╝ ņ░ĖĻ│ĀĒĢśņśĆņØä ļĢī L Ōēź 1/2┬Ęlcell ņØś ņĪ░Ļ▒┤ņŚÉņä£ ņ£ĪĻ░üĒśĢņØś ļ│ĆņŚÉ ņ£äņ╣śĒĢ£ Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ņŚ░Ļ▓░ļÉĀ ņłś ņ׳ļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņ”ē, ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ņāüļōżņØ┤ ļ¢©ņ¢┤ņ¦Ćņ¦Ć ņĢŖĻ│Ā ņŚ░Ļ▓░ļÉĀ ņłś ņ׳ļŖö ņĄ£ņåīņŚ░Ļ▓░ņä▒ņØĆ ╬▒ = 0.5 ņØ╝ ļĢīņØ┤ļ®░, ņŚ░Ļ▓░ņä▒ņØä Ļ░Ćņ¦ł ņłś ņ׳ļŖö ņĪ░Ļ▒┤ņØĖ ╬▒Ōēź0.5Ļ░Ć ļÉśļĀżļ®┤ lcellņØ┤ Ļ░ÉņåīĒĢśĻ▒░ļéś L ņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ L Ōēź 1 2 lcellņØś ņĪ░Ļ▒┤ņØä ļ¦īņĪ▒ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
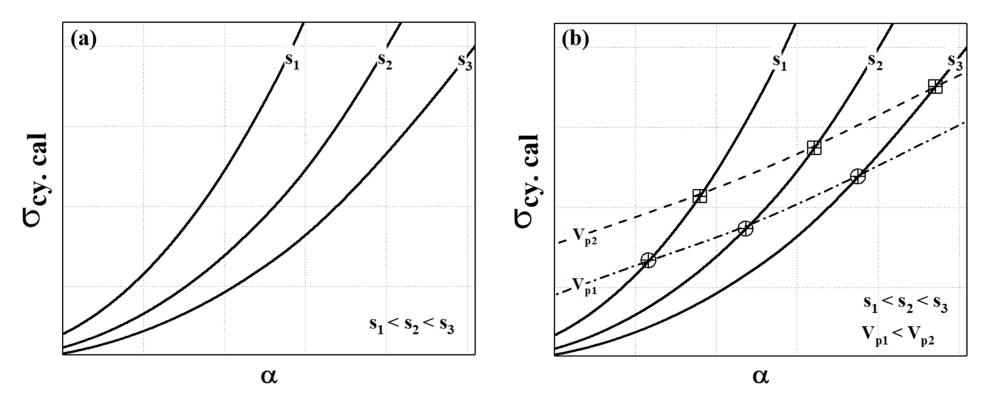
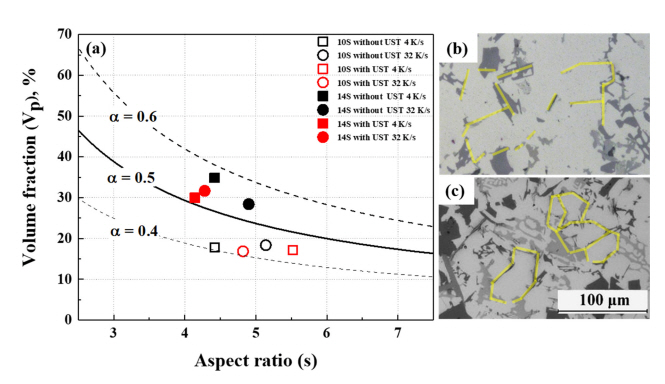
ĻĘĖļ”╝ 12ļŖö ņŗØ (9)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņ×äņØśņØś ╬▒ņÖĆ sņŚÉņä£ ņØ┤ļōżņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ Ļ░ĢļÅä ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ ĻĘĖļ”╝ņ£╝ļĪ£, ņāØņä▒ņāüņØ┤ Al-ņģĆ ņŻ╝ņ£äņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżĒĢśĻ│Ā ņ׳ļŖö ņØ┤ņāüņĀüņØĖ ņĪ░ņ¦üņØä Ļ░ĆņĀĢĒĢśņŚ¼ ĻĄ¼ĒĢ£ Ļ▓āņØ┤ļŗż. ĻĘĖļ”╝ 12(a)ņØś ĻĘĖļלĒöäņŚÉņä£ sĻ░Ć ņØ╝ņĀĢĒĢĀ ļĢī ╬▒Ļ░Ć ņ╗żņ¦Ćļ®┤ ŽācyļŖö ņ”ØĻ░ĆĒĢśļ®░, ╬▒Ļ░Ć ņØ╝ņĀĢĒĢĀ ļĢī sĻ░Ć ņ╗żņ¦Ćļ®┤ ŽācyļŖö Ļ░ÉņåīĒĢśĻ▓ī ļÉ£ļŗż. ņŗØ (9)ņŚÉ ļö░ļź┤ļ®┤, ņ¦üĻ┤ĆņĀüņ£╝ļĪ£ ╬▒Ļ░Ć ņ╗żņ¦ĆĻ▒░ļéś ļśÉļŖö sĻ░Ć ņ╗żņ¦Ćļ®┤ ŽācyļŖö ņ”ØĻ░ĆĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢĀ ņłś ņ׳ļŖöļŹ░, sĻ░Ć ņ╗żņ¦ł ļĢī ŽācyļŖö ļ░śļīĆļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö ╬▒ņÖĆ sĻ░Ć LņØä ļ¦żĻ░£ļĪ£ ņä£ļĪ£ ņŚ░ļÅÖļÉśļŖö Ļ░ÆņØ┤ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņāØņä▒ņāüņØś ļČäņ£© VpļŖö ĒĢ®ĻĖłņØä ņĀ£ņĪ░ĒĢĀ ļĢī ņ▓©Ļ░ĆļÉśļŖö ņøÉņåīņØś ņ¢æņ£╝ļĪ£ Ļ▓░ņĀĢņØ┤ ļÉśĻ│Ā ņĀ£ņĪ░ļÉ£ ĒĢ®ĻĖłņØĆ ņØ╝ņĀĢĒĢ£ Vpļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ļö░ļØ╝ņä£ ņØ╝ņĀĢĒĢ£ Vpļź╝ Ļ░Ćņ¦ĆļŖö ņĪ░Ļ▒┤ņŚÉņä£ ŽācyņØś ļ│ĆĒÖöļź╝ ņé┤ĒÄ┤ ļ│┤ņĢśļŗż. ĻĘĖļ”╝ 12(b)ļŖö ņØ╝ņĀĢĒĢ£ VpņŚÉņä£ ╬▒ņÖĆ sņØś ļ│ĆĒÖöņŚÉ ļö░ļØ╝ Ļ│äņé░ļÉ£ Žācyļź╝ ļéśĒāĆļéĖ ĻĘĖļלĒöäņØ┤ļŗż. ĒĢ®ĻĖłņØś VpĻ░Ć ņØ╝ņĀĢĒĢĀ ļĢī Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ĒŖ╣ņĀĢ sļź╝ Ļ░Ćņ¦ĆĻ▓ī ļÉśļ®┤ ╬▒Ļ░Ć Ļ▓░ņĀĢļÉśĻ│Ā ŽācyņØś Ļ░ÆņØ┤ ņĀĢĒĢ┤ņ¦ĆĻ▓ī ļÉ£ļŗż. ņŚ¼ĻĖ░ņä£ VpĻ░Ć Vp1 ļśÉļŖö Vp2 ļō▒ņ£╝ļĪ£ ņØ╝ņĀĢĒĢĀ ļĢī sĻ░Ć ņ╗żņ¦Ćļ®┤ ╬▒ļÅä ļÅÖņŗ£ņŚÉ ņ╗żņ¦ĆĻ▓ī ļÉśņ¢┤ ŽācyĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ļö░ļØ╝ņä£, ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ ņ£ĀļÅäļÉ£ ņŗØ(9)ļŖö ņāüĒśĖņŚ░Ļ▓░ņä▒ ņĖĪļ®┤ņŚÉņä£ ņ¦üĻ┤ĆņĀüņ£╝ļĪ£ ņ¢╗ņ¢┤ņ¦ĆļŖö ļ░öļź╝ ņל ļ░śņśüĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
5.3 ļ»ĖņäĖņĪ░ņ¦ü ļ│ĆĒÖöņÖĆ ņāüĒśĖņŚ░Ļ▓░ņä▒
10SņÖĆ 14S ĒĢ®ĻĖłņŚÉņä£ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅä ņ”ØĻ░ĆļŖö ĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦üņØä ļ»ĖņäĖĒÖöņŗ£Ēé¼ ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäļŖö ļ»ĖņäĖņĪ░ņ¦üņØä ļ»ĖņäĖĒÖöņŗ£Ēé¼ ļĢī ņä£ļĪ£ ļŗżļźĖ Ļ▓ĮĒ¢źņä▒ņØä ļ│┤ņŚ¼ņżĆļŗż. ņĢ×ņä£ ņä£ļĪĀņŚÉņä£ ņ¢ĖĻĖēĒĢśņśĆļō»ņØ┤ ĒĢ®ĻĖłņØś Ļ│Āņś©Ļ░ĢļÅäļŖö Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņŚÉ ņśüĒ¢źņØä ļ░øņ£╝ļ®░ ņāüĒśĖņŚ░Ļ▓░ņä▒ņØĆ Ļ│Āņś©ņĢłņĀĢņāüļōżĻ░äņØś ņŚ░Ļ▓░ļÉ£ ņĀĢļÅäņØ┤ļŗż. ĻĘĖļĀćĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņŚÉ ņØśĒĢśņŚ¼ ļŗ¼ļØ╝ņ¦ĆļŖö ļ»ĖņäĖĒÖö Ļ▓ĮĒ¢źņä▒ņØĆ ņāüĒśĖņŚ░Ļ▓░ņä▒ņŚÉ ļŗżļźĖ ņśüĒ¢źņØä ņżä Ļ▓āņØ┤Ļ│Ā ņØ┤ļŖö ņä£ļĪ£ ļŗżļźĖ Ļ│Āņś©Ļ░ĢļÅäļ│ĆĒÖöļź╝ ļéśĒāĆļé╝ Ļ▓āņØ┤ļŗż.
ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņŚÉ ņØśĒĢ£ ļ»ĖņäĖĒÖö Ļ▓ĮĒ¢źĻ│╝ ņāüĒśĖņŚ░Ļ▓░ņä▒ļ│ĆĒÖöļź╝ ļ│┤ņŚ¼ņŻ╝ļŖö ļ¬©ņŗØļÅäļź╝ ĻĘĖļ”╝ 13ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.ņØ┤ ļ¬©ņŗØļÅäļŖö ĻĘĖļ”╝ 2, 3 ļ░Å 4, 5, 6ņŚÉņä£ ļ│┤ņŚ¼ņżĆ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝, ņ┤łņĀĢSi ļ░Å ╬▒-AlņØś ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņŚÉ ņØśĒĢ£ ļ»ĖņäĖĒÖö Ļ▓ĮĒ¢źņØä ļ░öĒāĢņ£╝ļĪ£ ĻĘĖļĀĖļŗż. ĻĘĖļ”╝ 13ņŚÉņä£ ņ£ĪĻ░üĒśĢņØĆ Al-ņģĆņØä ļéśĒāĆļé┤Ļ│Ā ņ┤łļĪØņāē ņ¦üņé¼Ļ░üĒśĢĻ│╝ ļČēņØĆņāē ļ╣ŚĻĖłņØ┤ ņ│Éņ¦ä ņ¦üņé¼Ļ░üĒśĢņØĆ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØä ļéśĒāĆļéĖļŗż. ĻĘĖļ”¼Ļ│Ā ļČēņØĆņāēņ£╝ļĪ£ ļ╣ŚĻĖłņ╣£ ņ£ĪĻ░üĒśĢņØĆ ņ┤łņĀĢSiņØä ļéśĒāĆļéĖļŗż. 10SņÖĆ 14S ĒĢ®ĻĖłņØś ļ»ĖņäĖĒÖö Ļ▓ĮĒ¢źņŚÉ ļö░ļźĖ ņŚ░Ļ▓░ņä▒ņØĆ ļ¬©ņŗØļÅäņŚÉņä£ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņĢäļ¼┤ ņ▓śļ”¼ ĒĢśņ¦Ć ņĢŖņØĆ ĒĢ®ĻĖłņŚÉņä£ļŖö ņāüļōżņØś Ēü¼ĻĖ░Ļ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ Al-ņģĆņØä ļæśļ¤¼ ņŗĖĻ│Ā ņ׳ļŖö ņāüļōżņØ┤ ļ¬©ļæÉ ņŚ░Ļ▓░ļÉśņ¢┤ ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņ┤łņØīĒīīņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢī Al-ņģĆņØĆ ņżäņ¢┤ļōżņ¦Ć ņĢŖĻ│Ā ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļōżĻ│╝ ņ┤łņĀĢSiņØś Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśļ®┤ņä£ ņāüļōżņØ┤ ņŚ░Ļ▓░ļÉśņ¦Ć ņĢŖĻ│Ā ļ¢©ņ¢┤ņ¦ĆĻ▓ī ļÉ£ļŗż. ļśÉĒĢ£ ņ”ØĻ░ĆļÉ£ ļāēĻ░üņåŹļÅäņŚÉņä£ļŖö ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝, ņ┤łņĀĢSi ļ░Å Al-ņģĆņØś Ēü¼ĻĖ░Ļ░Ć ļ¬©ļæÉ Ļ░ÉņåīĒĢśļ®┤ņä£ ņŚ░Ļ▓░ņä▒ņØ┤ ņ£Āņ¦ĆļÉĀ ņłś ņ׳ļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņÖĆ ļāēĻ░üņåŹļÅäņØś ņ”ØĻ░ĆĻ░Ć ļÅÖņŗ£ņŚÉ ņĀüņÜ® ļÉśņŚłņØä ļĢī ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝Ļ│╝ ņ┤łņĀĢ SiņØ┤ ļŹö Ēü¼Ļ▓ī ļ»ĖņäĖĒÖö ļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī, ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝Ļ│╝ ņ┤łņĀĢSiĻ░Ć ļ»ĖņäĖĒÖöļÉ£ ļ¦īĒü╝ Al-ņģĆļÅä Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŚ░Ļ▓░ņä▒ņØ┤ ļ¼┤ļäłņ¦Ćņ¦Ć ņĢŖĻ│Ā ņ£Āņ¦ĆļÉĀ ņłś ņ׳ļŗż.
14SņØś Ļ▓ĮņÜ░ ĻĘĖļ”╝ 13ņØś ļ¬©ņŗØļÅäļź╝ ņ░ĖĻ│ĀĒĢśņśĆņØä ļĢī ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŚÉ ņØśĒĢ£ Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ļ»ĖņäĖĒÖöĻ░Ć ņØ╝ņ¢┤ļé¼ļŗż. ĻĘĖļ¤¼ļéś Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØ┤ ņ£Āņ¦ĆļÉĀ ņłś ņ׳ļŖö Ļ░ĢļÅä ņāüņŖ╣ņŚÉ ņĀüĒĢ®ĒĢ£ ļ»ĖņäĖņĪ░ņ¦üņØś Ļ░£ņäĀņØ┤ ņØ┤ļŻ©ņ¢┤ņĪīĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░ĢļÅäĻ░Ć ņāüņŖ╣ĒĢśņśĆļŗż. ļ░śļ®┤ 10SņØś Ļ▓ĮņÜ░ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ņĀüņÜ®ĒĢśņŚ¼ Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ļ»ĖņäĖĒÖöļÉśņŚłņØä ļĢī Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņØ┤ ņ£Āņ¦ĆĻ░Ć ļÉśņ¦Ć ņĢŖĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢ£ Ļ▓āņ£╝ļĪ£ ĒĢ┤ņäØĒĢĀ ņłś ņ׳ļŗż.
ņØ┤ņŚÉ ļīĆĒĢśņŚ¼ 10S ĒĢ®ĻĖłņŚÉņä£ ņāüĒśĖņŚ░Ļ▓░ņä▒ņØ┤ ņ£Āņ¦Ć ļÉśņ¦Ć ņĢŖļŖö ņØ┤ņ£Āļź╝ ĻĘĖļ”╝ 14ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ 14(a)ļŖö Ļ│Āņś©ņĢłņĀĢņāüņØś ļČäņ£© VpņÖĆ sņŚÉ ļö░ļźĖ ╬▒Ļ░ÆņØś ļō▒Ļ│ĀņäĀņØä ļéśĒāĆļéĖ ĻĘĖļ”╝ņ£╝ļĪ£, ĻĘĖļ”╝ 9ņØś ļ¬©ņŗØļÅäņŚÉņä£ Ļ│Āņś©ņĢłņĀĢņāüņØ┤ Al-ņģĆņØś Ļ░ü ļ│ĆņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäĒżļÉśņ¢┤ ņ׳ļŖö ņØ┤ņāüņĀüņØĖ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ░ĆņĀĢĒĢśņŚ¼ Ļ│äņé░ĒĢ£ Ļ▓āņØ┤ļŗż. ĒżņØĖĒŖĖļōżņØĆ ņŗżņĖĪļÉ£ VpņÖĆ sĻ░Æ (Ēæ£ 5)ņØä ļō▒Ļ│ĀņäĀ ņāüņŚÉ Ēæ£ņŗ£ĒĢśņŚ¼ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. 14SņØś Ļ▓ĮņÜ░ L/lcellļĪ£ Ļ│äņé░ļÉ£ ╬▒ Ļ░ÆņØĆ 0.7~0.8 (Ēæ£ 5)ņØ┤ņ¦Ćļ¦ī, - s ņäĀļÅä ņāüņŚÉņä£ļŖö ņØ┤ļ│┤ļŗż ļé«ņØĆ 0.5~0.6 ņĀĢļÅäņØś Ļ░ÆņØä ļ│┤ņśĆļŗż. ļśÉĒĢ£, 10SņØś Ļ▓ĮņÜ░ Ļ│äņé░ļÉ£ ╬▒ Ļ░ÆņØĆ 0.6~0.7 (Ēæ£ 5)ļĪ£ ņĄ£ņåīņŚ░Ļ▓░ņä▒(╬▒ = 0.5)ņØä ļäśņ¢┤ņä£ ņ׳ņ¦Ćļ¦ī, - s ņäĀļÅä ņāüņŚÉņä£ļŖö ņØ┤ļ│┤ļŗż ļé«ņØĆ 0.4~0.45 ņĀĢļÅäņØś Ļ░ÆņØä ļ│┤ņØ┤ļ®░ ņĄ£ņåīņŚ░Ļ▓░ņä▒ņØä ļ¦īņĪ▒ĒĢśņ¦Ć ļ¬╗ĒĢĀ Ļ░ĆļŖźņä▒ņØä ņŗ£ņé¼ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ņ░©ņØ┤ļŖö Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢĀ ļĢī ņāØņä▒ņāüņØś ĒÅēĻĘĀĻ░ÆņØä ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×ÉļĪ£ ņé¼ņÜ®ĒĢ£ Ļ▓āņŚÉ ĻĖ░ņØĖĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņ”ē, ļ¦ÄņØĆ Ļ░£ņłśļź╝ Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¦Ćļ¦ī ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļĪ£ ļ»ĖņäĖĒÖöļÉśņ¦Ć ņĢŖļŖö ņāüļōż(Al9FeNi, Ļ│ĄņĀĢSi)ņŚÉ ņØśĒĢśņŚ¼ LņØś ĒÅēĻĘĀĻ░ÆņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ļ│╝ļīĆĒÅēĻ░ĆļÉśņ¢┤ ļéśĒāĆļé£ Ļ▓░Ļ│╝ņØ┤ļŗż. ĻĘĖļ”╝ 14(b, c)ļŖö ĻĘĖļ”╝ 2(a, b)ņŚÉņä£ ļģĖļ×Ćņāēņ£╝ļĪ£ Ēæ£ņŗ£ļÉ£ ņé¼Ļ░üĒśĢ ņĀÉņäĀ ļČĆļČäņØä ĒÖĢļīĆĒĢ£ ņé¼ņ¦äņØ┤ļŗż. ĻĘĖļ”╝ 14(b, c)ņŚÉ ļéśĒāĆļéś ņ׳ļŖö 10SņÖĆ 14SņØś ļ»ĖņäĖņĪ░ņ¦üņŚÉņä£ ļ░śĒł¼ļ¬ģĒĢ£ ļģĖļ×ĆņäĀņ£╝ļĪ£ Ēæ£ņŗ£ļÉ£ Ļ│Āņś©ņĢłņĀĢņāüļōżņØä ļ│╝ ļĢī 14SņØś Ļ▓ĮņÜ░ Al-ņģĆ ņŻ╝ņ£äļź╝ Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ļīĆļČĆļČä ļ®öņÜ░Ļ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś 10SņØś Ļ▓ĮņÜ░ Al-ņģĆ ņŻ╝ņ£äņŚÉ Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ļ¦ÄņØ┤ ļ╣äņ¢┤ņ׳ļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ ╬▒ Ļ░ÆņØś ņ£ĀļÅä ļ░®ņŗØņŚÉ ļö░ļźĖ ņ░©ņØ┤ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, 14S ĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ ņĄ£ņåīņŚ░Ļ▓░ņä▒ (╬▒ = 0.5)ņØä ļäśņ¢┤ņäĀ ╬▒ Ļ░ÆņØä ļ│┤ņśĆļŗż. ņ”ē, 14SļŖö ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØ┤ ņČ®ļČäĒĢśņŚ¼ Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ņä£ļĪ£ ņל ņŚ░Ļ▓░ļÉ£ ņĪ░ņ¦üņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗżļŖö Ļ▓āņØ┤ļŗż. ĻĘĖļ¤¼ļéś 10SņØś Ļ▓ĮņÜ░ Vp - s ņäĀļÅäņŚÉņä£ ĻĄ¼ĒĢ£ ╬▒ Ļ░ÆņØĆ ņĄ£ņåīņŚ░Ļ▓░ņä▒ņØä ļ¦īņĪ▒ņŗ£Ēéżņ¦Ć ļ¬╗ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ļŖö ļ¬©ļōĀ Ļ│Āņś©ņĢłņĀĢņāüļōżņØ┤ ņÖäļ▓ĮĒĢśĻ▓ī ņŚ░Ļ▓░ļÉśņ¢┤ ņ׳ņ¦ĆļŖö ņĢŖļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. ņ”ē, 10SņŚÉ ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢī lcellņØĆ Ļ░ÉņåīĒĢśņ¦Ć ņĢŖĻ│Ā Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ĻĖĖņØ┤Ļ░Ć ņżäņ¢┤ļō£ļŖöļŹ░, ņāüĒśĖņŚ░Ļ▓░ņä▒ņØä ņ£Āņ¦ĆĒĢśļŖöļŹ░ ĒĢäņÜöĒĢ£ Ļ│Āņś©ņĢłņĀĢņāüņØś ļČĆĒö╝ļČäņ£©ņØ┤ ņČ®ļČäĒĢśņ¦Ć ņĢŖņĢä, Ļ│Āņś© ĒĢŁļ│ĄĻ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢśĻ▓ī ļÉ£ Ļ▓āņ£╝ļĪ£ ļČäņäØļÉ£ļŗż.
ņŗżņĀ£ ņ¢╗ņ¢┤ņ¦ĆļŖö ļ»ĖņäĖņĪ░ņ¦üņØĆ ņØ┤ņāüņĀüņØĖ ĒśĢĒā£ņØś ļ»ĖņäĖņĪ░ņ¦üĻ│╝ļŖö ņ░©ņØ┤Ļ░Ć ņ׳ļŗż. ļö░ļØ╝ņä£, Ļ░ĢļÅä ļ│ĆĒÖö ĒĢ┤ņäØņŗ£ ĻĘĖļ”╝ 14ņŚÉ ļéśĒāĆļéĖ ļ░öņÖĆ Ļ░ÖņØ┤ ņĄ£ņåīņŚ░Ļ▓░ņä▒(╬▒)ļ┐Éļ¦ī ņĢäļŗłļØ╝ ļČĆĒö╝ļČäņ£©(Vp)ņØä ļÅÖņŗ£ņŚÉ Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
5.4 ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØś Ļ░£ņäĀ ļ░®ņĢł
ĻĘĖļ”╝ 11ņŚÉņä£ ļ│┤ņŚ¼ņŻ╝ņŚłļō»ņØ┤ ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØĆ ņĖĪņĀĢĻ░ÆĻ│╝ Ļ│äņé░Ļ░ÆņØ┤ ļ╣äĻĄÉņĀü ņל ņØ╝ņ╣śĒĢśņ¦Ćļ¦ī, ņĀäņ▓┤ņĀüņ£╝ļĪ£ Ļ│äņé░Ļ░ÆņØ┤ ņŗżņĖĪĻ░Æļ│┤ļŗżļŖö ļŗżņåī ļé«ņØĆ Ļ░ÆņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ņØ┤Ļ▓āņØĆ ļ│Ė ļ¬©ļŹĖņØ┤ 2Dļ»ĖņäĖņĪ░ņ¦üņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ│Āņś© ĒĢŁļ│ĄĻ░ĢļÅä Ļ│äņé░Ļ░ÆņØä ĻĄ¼ĒĢĀ ņłś ņ׳ļÅäļĪØ ņäżĻ│äļÉśņŚłņ£╝ļ®░, ņŗØņØä ņ£ĀļÅäĒĢĀ ļĢī Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖņØĆ ļ¬ćĻ░Ćņ¦Ć ņé¼ĒĢŁņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņāØĻĖ░ļŖö ņ░©ņØ┤ļĪ£ ĒīÉļŗ©ļÉśļ®░ ņĀĢĒÖĢĒĢ£ Ļ│äņé░ņØä ņ£äĒĢ┤ņä£ Ē¢źĒøä ļŗżņØīņØś ņé¼ĒĢŁņØä Ļ│ĀļĀżĒĢ┤ņĢ╝ ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņ▓½ļ▓łņ¦ĖļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņ£ĀļÅäĒĢ£ ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ļŖö ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ļōżņØś ļ░░ņŚ┤ ļ░®Ē¢źņŚÉ ļö░ļźĖ ņØæļĀźņØä Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖņĢśļŗż. ļæÉļ▓łņ¦Ė, 350 ┬░CņŚÉņä£ Ļ│Āņś©ņĢłņĀĢņāüļōżņØĆ ╬▒-Al ļ¦żĒŖĖļ”ŁņŖżņŚÉ ļ╣äĒĢśņŚ¼ ņāüļŗ╣Ē׳ Ēü░ Ļ▓ĮļÅäņÖĆ Ēāäņä▒Ļ│äņłś ĒŖ╣ņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ĻĘĖļĀćĻĖ░ ļĢīļ¼ĖņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗØ (9)ļź╝ ņ£ĀļÅäĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ ļŗ©ņØ╝ ĒŖ╣ņä▒ņØä Ļ░¢ļŖö Ļ░ĢĒÖöņāüņØ┤ ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņ£╝ļĪ£ Ļ░ĆņĀĢĒĢśņŚ¼ Ļ│äņé░ĒĢśņśĆļŗż. ņäĖļ▓łņ¦ĖļĪ£ ņØĖņĀæĒĢ£ Ļ│Āņś©ņĢłņĀĢņāüļōż Ļ░äņØś ņāüĒśĖņ×æņÜ®ņØä Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖĻ│Ā Ļ│Āņś©ņĢłņĀĢņāüļōżņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ņŚÉ ņżæņĀÉņØä ļæÉĻ│Ā ļČäņäØņØä ĒĢśņśĆļŗż. ļäżļ▓łņ¦ĖļĪ£ ĻĖ░ņ¦Ć ĒĢ®ĻĖłņØś Ļ░ĢļÅä(Žāmy)ņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ĒĢ£ ĒĢ®ĻĖłņŚÉļŖö Si, Cu ļ░Å Mg ļō▒ņØ┤ ņ▓©Ļ░ĆņøÉņåīļĪ£ ĒżĒĢ©ļÉśņ¢┤ ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ņĪ░ļīĆĒĢ£ ņäØņČ£ļ¼╝ļōżņØ┤ ļČäņé░ Ļ░ĢĒÖöļź╝ ņżä ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĒĢśņ¦Ćļ¦ī ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņØ┤ņØś ĒÜ©Ļ│╝ļź╝ Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖņĢśļŗż. ļŗżņä»ļ▓łņ¦Ė, Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢĀ ļĢī ņāØņä▒ņāüņØś ĒÅēĻĘĀĻ░ÆņØä ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×ÉļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļĪ£ ļ»ĖņäĖĒÖöļÉśņ¦Ć ņĢŖļŖö ņāüļōż(Al9FeNi, Ļ│ĄņĀĢSi)ņŚÉ ņØśĒĢśņŚ¼ ņĀäņ▓┤ ĒÅēĻĘĀĻ░ÆņØ┤ ņāØņä▒ņāüņØś ļ»ĖņäĖĒÖö Ļ▓ĮĒ¢źņØä ļÜ£ļĀĘĒĢśĻ▓ī ļ░śņśüĒĢśņ¦Ć ļ¬╗ĒĢśļŖö ļ¼ĖņĀ£Ļ░Ć ņ׳ļŗż.
ņ£äņÖĆ Ļ░ÖņØ┤ Ļ│ĀļĀżļÉśņ¦Ć ņĢŖņØĆ ņØĖņ×ÉņØś ņśüĒ¢źņ£╝ļĪ£ ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖļĪ£ Ļ│äņé░ļÉ£ Ļ░ĢļÅäĻ░Ć ņŗżņĀ£ ņĖĪņĀĢļÉ£ Ļ░ĢļÅäļ│┤ļŗż ņĪ░ĻĖł ļé«Ļ▓ī Ļ│äņé░ļÉśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļ®░ Ē¢źĒøä ņāüĻĖ░ ņé¼ĒĢŁņØä ļ░śņśüĒĢśņŚ¼ ļ¬©ļŹĖņØä Ļ░£ņäĀĒĢ┤ ļéśĻ░ĆņĢ╝ĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ĻĘĖļ¤╝ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØĆ 2DņØś ļ»ĖņäĖņĪ░ņ¦ü ņØĖņ×É ļ░Å ļ¦żĒŖĖļ”ŁņŖżņØś Ļ░ĢļÅäļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ│Āņś©ņŚÉņä£ņØś Ļ░ĢļÅäļź╝ ļ╣äĻĄÉņĀü ņÜ®ņØ┤ĒĢśĻ▓ī ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
6. Ļ▓░ ļĪĀ
ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØä ļŗ¼ļ”¼ĒĢ£ ļæÉ ņóģļźśņØś Al-Si-Cu-NiĻ│ä ļŗżņä▒ļČäĻ│ä ņŻ╝ņĪ░ņ×¼ ĒĢ®ĻĖłņŚÉņä£ ņ┤łņØīĒīī ņÜ®ĒāĢ ņ▓śļ”¼ ļ░Å ļāēĻ░üņåŹļÅäņŚÉ ļ│ĆĒÖöļź╝ ņżĆ ņŗ£ĒÄĖņŚÉ ļīĆĒĢśņŚ¼ ņŻ╝ņÜö ņāØņä▒ņāüņØĖ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØä ņżæņŗ¼ņ£╝ļĪ£ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśĻ│Ā 350┬░CņŚÉņä£ Ļ│Āņś© ņØĖņןņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
(1) Al-Si-Cu-NiĻ│ä ļŗżņä▒ļČäĻ│ä ĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦üņŚÉļŖö ņ┤łņĀĢ ļ░Å Ļ│ĄņĀĢ Si, (Al,Si)3(Zr,Ni,Fe), Al9FeNiĻ│╝ Al3(Cu,Ni)2 ļō▒ņØś ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝ņØ┤ ņĪ┤ņ×¼ĒĢśņśĆņ£╝ļ®░, ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļéś ļāēĻ░ü ņåŹļÅäņŚÉ ļö░ļØ╝ Ļ░ü ņāüļōżņØś Ēü¼ĻĖ░ ļ░Å ņóģĒÜĪļ╣ä ļ│ĆĒÖöĻ░Ć ļŗ¼ļ×Éļŗż. ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ņŚÉ ņØśĒĢśņŚ¼ ļ»ĖņäĖĒÖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ļŖö (Al,Si)3(Ni,Zr,Fe)Ļ│╝ Al3(CuNi)2ņāüņØĆ Ēü¼ĻĖ░ņÖĆ ņóģĒÜĪļ╣äĻ░Ć ļŗ¼ļØ╝ņ¦ĆĻ│Ā, ļ»ĖņäĖĒÖö ĒÜ©Ļ│╝Ļ░Ć ņŚåļŖö Al9FeNiņāüņØĆ Ēü¼ĻĖ░ļéś ņóģĒÜĪļ╣äņØś ļ│ĆĒÖöĻ░Ć ņŚåņŚłņ£╝ļ®░, ļāēĻ░üņåŹļÅäļź╝ 4 K/sņŚÉņä£ 32 K/sļĪ£ ņ”ØĻ░Ć ņŗ£ņ╝░ņØä ļĢī ļ¬©ļōĀ ĻĖłņåŹĻ░äĒÖöĒĢ®ļ¼╝, Si ļ░Å Al-ņģĆ ļō▒ņØ┤ ĒśĢņāüņŚÉ ļ│ĆĒÖöĻ░Ć ņŚåņØ┤ ļ»ĖņäĖĒÖöļÉśņŚłļŗż.
(2) ņĢĮ 30% ņĀĢļÅäļĪ£ ļåÆņØĆ ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØä Ļ░¢ļŖö 14SĒĢ®ĻĖłņŚÉņä£ļŖö ņ┤łņØīĒīīņÜ®ĒāĢņ▓śļ”¼ļź╝ ĒĢśņśĆņØä ļĢī 4, 32 K/sņØś ļāēĻ░üņåŹļÅäņŚÉņä£ 350 ┬░C Ļ│Āņś©Ļ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ņĢĮ 18% ņĀĢļÅäļĪ£ ļé«ņØĆ ņāØņä▒ņāüņØś ļČĆĒö╝ļČäņ£©ņØä Ļ░¢ļŖö 10SĒĢ®ĻĖłņŚÉņä£ļŖö 350 ┬░C Ļ│Āņś©Ļ░ĢļÅäĻ░Ć Ļ░ÉņåīĒĢśņśĆļŗż.
(3) ļŗżņä▒ļČäĻ│ä Al-SiĒĢ®ĻĖłņØś ļ»ĖņäĖņĪ░ņ¦üņĀü ĒŖ╣ņ¦ĢņØä ļ░śņśüĒĢśņŚ¼ ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ļ│ĆĒśĢņŗ£Ēé© ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņØä ļ¦īļōżĻ│Ā ņØ┤ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ 2DņØś ļ»ĖņäĖņĪ░ņ¦üņĀü ņØĖņ×Éļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ│Āņś©Ļ░ĢļÅäļź╝ Ļ│äņé░ĒĢśņśĆļŖöļŹ░, ņśłņĖĪņ╣śļŖö ņŗżņĖĪņ╣śņÖĆ ļ╣äĻĄÉņĀü ņל ņØ╝ņ╣śĒĢśņśĆļŗż. ņ£ĪĻ░ü ņĀäļŗ© ņ¦ĆņŚ░ ļ¬©ļŹĖņŚÉņä£ Ļ│Āņś© Ļ░ĢļÅäļŖö ņāØņä▒ņāüņØś ņāüĒśĖņŚ░Ļ▓░ņä▒ ļ░Å ņĀäņ▓┤ ļČĆĒö╝ļČäņ£©ņŚÉ ņśüĒ¢źņØä ļ░øņĢśļŗż.