



1. 서 론
AISI 316L 합금은 기존 316 합금에서 C 함량이 낮아지고 소량의 Mo가 첨가되어 우수한 내식성과 상온 및 고온에서 높은 기계적 특성을 가지는 소재이다. 이러한 장점을 바탕으로 이 합금은 파이프, 튜브 등과 같은 일반 구조용 부품부터 터보 차져, 핵 연료 피복관 등 형상이 복잡하거나 우수한 고온 기계적 특성이 요구되는 부품으로까지 산업 전반에서 널리 사용되고 있다 [1-3]. 또한 316L 합금은 인공 관절, 임플란트와 같은 생체 재료 산업에서도 주목받고 있다 [4-6]. 한편 터보 차져, 터빈 블레이드, 생체부품 등은 그 형상이 복잡하여 일반적인 기존 공정으로 제조할 경우 매우 높은 단가를 나타내고 있고 이러한 문제점을 극복할 수 있는 새로운 공정의 도입이 요구되고 있다. 이에 최근 부품 형상 제어의 자유도가 높고 다품종 소량 생산에서 경제성을 가질 수 있는 금속 3D 프린팅 (metal 3D printing) 공정이 새롭게 적용, 시도되고 있다.
금속 3D 프린팅 공정은 3차원 CAD(computer aided design)를 이용하여 제품의 형상을 설정하고, 분말(powder)을 적층 또는 분사하며 열원을 이용하여 용융 시킨 후 layer by layer 방식으로 적층하여 부품을 생산하는 공정이다 [7-9]. 전통적인 금속 제조 공정의 경우 일반적으로 주조, 압연, 단조를 수행하고 이후 절단, 절삭, 표면처리 등 후 가공 공정도 요구된다. 이에 공정 과정 중 재료 손실(material loss)이 발생하고 가공 기술에 따라 제품 형상의 제한이 크다. 또한 전통적인 공정의 경우 새로운 하나의 부품 생산이 결정된 후 완성 부품까지의 제조 시간이 오래 걸린다는 단점도 가지고 있다. 이에 반해 금속 3D 프린팅 공정은 제품을 직접 프린팅하여 사용 가능하며, 필요 시 간단한 후처리 후 바로 부품으로 적용 가능하다. 현재까지 제시된 금속 3D 프린팅의 대표적 공정으로는 고출력의 레이저를 이용하여 금속 분말을 분사와 동시에 녹여 적층시키는 DED(direct energy deposition) 방식과 도포된 금속 분말에 선택적으로 고출력 레이저를 조사하여 부분적으로 용융, 적층시키는 PBF(powder bed fusion) 방식의 두 가지 종류가 있다 [10]. 일반적으로 PBF 방식은 DED 방식보다 요구 공정 시간은 길지만 치수 정확성이 높고 표면조도 특성이 우수하며 균일한 미세조직을 얻을 수 있다는 장점을 가지고 있다.
PBF 방식 중 대표적인 공정인 selective laser melting(SLM) 공정으로 제조된 AISI 316L 합금과 관련하여 최근까지 SLM 공정 조건별 소재 형상 제조 및 내부 결함 특성이 주로 보고되고 있으며, 적층되는 분말 사이의 binding 기구에 대해서도 제시된 바 있다 [11-13]. 또한 SLM 공정 변수들을 변화시켜 미세조직을 제어하는 연구도 진행된 바 있다 [13,14]. 한편 SLM 공정으로 제조된 AISI 316L 합금의 구조용 부품으로서 적용 가능성을 확인하기 위해서는 기계적 특성에 대한 연구가 필수적이나 아직까지 부족한 실정이다. 관련하여 최근까지 SLM AISI 316L 합금의 인장 특성과 일부 피로 특성들에 대한 연구가 활발하게 보고되고 있으나[15-19], 대부분 상온 기계적 특성에 대한 결과들이 주를 이루고 있으며 고온 환경에서도 사용되는 합금임에도 불구하고 SLM AISI 316L 합금의 고온 기계적 특성 및 후 열처리의 영향에 대한 것은 제시된 바 없다.
본 연구에서는 SLM 공정으로 AISI 316L 합금을 제조하고 미세조직 및 상·고온 압축 특성을 조사하였으며 상기 특성들에 미치는 stress relieving 열처리의 영향에 대해서도 알아보고자 하였다. 이와 함께 SLM AISI 316L 합금의 고온 변형 기구를 미세조직과 연계하여 토의하고자 하였다.
2. 실험 방법
본 연구에서는 EOS 사의 장비와 분말(입도분포 : 20~50 μm, 평균크기 : 37.4 μm의 구형분말)을 사용하여 selective laser melting 공정으로 AISI 316L 합금을 제조하였다. 제조된 시편의 마크로 사진을 그림 1에 나타내었다. SLM AISI 316L 소재는 가로 12 mm, 세로 7 mm, 높이 106 mm의 크기의 바(bar) 형상으로 제조되었다. 제조된 316 L 합금에서 응력 제거(stress relieving) 열처리의 영향을 알아보기 위해 650 °C에서 1시간 아르곤 분위기에서 열처리하였다. 이제부터 열처리 전 합금을 F 합금, 열처리 후 합금을 H 합금으로 표기하고자 한다. 소재의 성분 분석을 위해 ICP (inductively coupled plasma) 분석을 수행하였으며, 그 결과를 표 1에 나타내었다. ICP 분석결과, Fe 기반에 Cr이 17.3 wt%, Ni이 14.2 wt% 첨가되었고 2.3 wt%의 Mo가 포함된 것으로 확인되어 AISI 316L의 표준 조성에 준하는 것으로 나타났다.
미세조직 관찰을 위해 마운팅(mounting)된 시편의 표면을 #2000번까지 SiC 연마지를 이용하여 연마하였으며 그 후 1 μm 수준으로 다시 미세 연마하였다. 이후 HCl 30ml + HNO3 10ml + 증류수 20 ml 용액을 이용하여 수 초간 에칭하였다. 상분석 및 미세조직 관찰을 위해 X-ray 회절 분석(XRD, Ultima IV, Cu Kα, scan step size : 0.05°, scan rate : 2°/min)을 수행하였으며, 추가적으로 FE-SEM(field emission scanning electron microscope, Tescan, MIRA 3)과 EBSD(electron back scatter diffraction)를 이용하여 SLM AISI 316L 소재의 미세조직을 분석하였다.
제조된 SLM AISI 316L 소재들의 기계적 특성을 평가하기 위해 경도 시험과 온도 별 압축 시험을 수행하였다. 경도 시험은 마이크로 비커스 경도계를 사용하여 300 g의 하중으로 총 12회 측정하였고, 최대, 최소값을 제외한 평균값을 사용하였다. 압축 시험은 직경 : 4 mm, 높이 : 6 mm 의 봉상의 시편을 가공하여 사용하였다. 압축 시험 전, 표면 거칠기의 영향을 줄이기 위해 표면을 SiC 연마지로 #2000번까지 연마하였다. INSTRON 8801을 사용하여 상온 및 고온 압축 시험을 수행하였다. 이때 변형율 속도는 1 × 10-3/s 로 설정하였으며, 실험 온도는 상온, 500 °C, 700 °C, 900 °C 총 4 조건에서 수행하였다. 압축 시험은 조건 별로 3회 수행하였다. 압축 시험 후 초기 미세조직이 압축 특성에 미치는 영향을 조사하기 위해 FE-SEM을 사용하여 추가로 압축 시편의 표면 및 단면을 관찰하였다.
3.1 SLM AISI 316L 합금의 열처리에 따른 미세조직
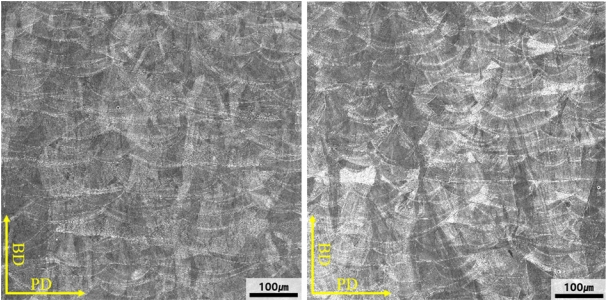
그림 2는 SLM AISI 316L 소재들(F 합금과 H 합금)의 단면 미세조직을 관찰한 결과이다. SLM AISI 316L 합금에서는 레이저 열원 방향으로 방향성을 가지고 발달한 조직이 관찰되었으며, 용융 풀(molten pool)의 존재도 확연히 나타났다. 용융 풀은 SLM 공정 중 레이저 열원의 이동에 의해 분말들이 용융되면서 생성되는 것으로 알려져 있으며[7], 금속 3D 프린팅 소재의 독특한 미세조직적 특징으로 보고되고 있다. 열처리를 수행한 H 합금 역시 F 합금과 큰 차이 없이 유사한 미세조직(용융 풀의 존재와 레이저 열원 방향으로의 방향성을 가진 조직)을 나타내었다. 용융 풀의 크기는 SLM AISI 316L F 합금 : 198.1 μm, H 합금 : 197.7 μm 로 유사하게 측정되었다. 한편 금속 3D 프린팅 공정으로 제조된 소재의 경우 작은 기공이나 수축공도 생성될 수 있어 제조된 소재의 기공도도 및 기공의 크기는 중요한 미세조직학적 특성들이다. 이미지 분석기(Image analyzer)를 이용하여 분석한 SLM AISI 316L F 소재의 기공도는 0.020%, H 소재의 기공도는 0.018%로 나타나 두 소재 모두 매우 치밀한 조직을 가지고 있는 것으로 확인되었다. 또한 F 합금의 기공의 크기는 평균 7.8 μm로 측정되었으며 H 합금은 평균 7.7 μm의 기공들이 존재하는 것으로 나타나 큰 차이를 보이지 않았다.
SLM AISI 316L F 합금과 H 합금의 용융 풀 내부 미세조직을 보다 명확히 관찰하기 위하여 의도적으로 과 에 칭하였으며 그 관찰 결과를 그림 3에 나타내었다. F 합금과 H 합금 모두 용융 풀 내부에 cellular 타입의 dendrite가 관찰되었다. 그러나 cellular dendrite의 크기는 F 합금 : 0.64 μm, H 합금 : 0.71 μm 로 측정되어 열처리에 따라 큰 변화를 나타내지 않았다. 이러한 cellular dendrite는 selective laser melting 공정의 빠른 냉각 속도(103 ~ 108K/s)에 기인하여 생성될 수 있다고 보고되고 있다 [20]. 일반적인 냉간 압연-어닐링 소재와 열간 압연 공정으로 제조된 AISI 316L 소재의 결정립 크기가 17.5 μm ~ 148.8 μm로 알려진 것과 비교해 볼 때[21-23], SLM AISI 316L 합금은 열처리 유무에 관계없이 매우 미세한 조직으로 구성되어 있었다.
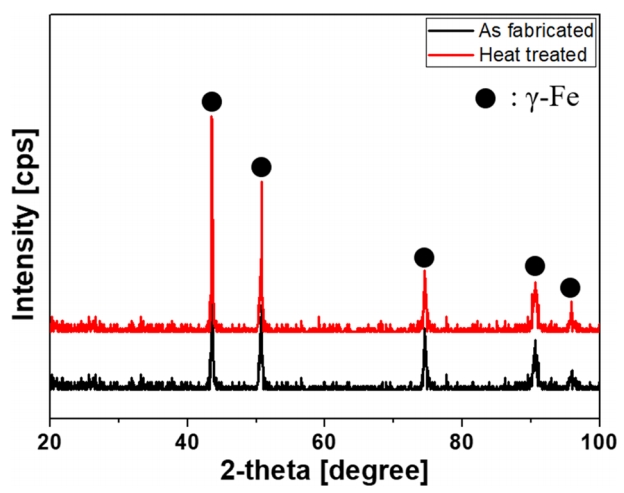
그림 4는 SLM AISI 316L F 와 H 두 합금들의 XRD 상 분석 결과이다. 두 소재 모두 γ-Fe 단상으로 구성되어 있는 것으로 나타났다. 열처리를 수행하여도 추가적인 상변화는 나타나지 않았으나 XRD 피크가 조금 더 날카롭게 변하고 그 위치도 미소하게 움직인 것으로 나타났다. 금속 3D 프린팅 소재의 경우 일반적으로 빠른 냉각 속도에 기인한 잔류 응력이 소재 내부에 존재하며(as-fabricated) 열처리를 수행함에 따라 이러한 잔류 응력이 다소 해소될 수 있다. 상기 열처리에 따른 소재 내부의 잔류 응력 변화에 의해 XRD 피크의 차이(그림 4)가 나타난 것으로 생각된다.
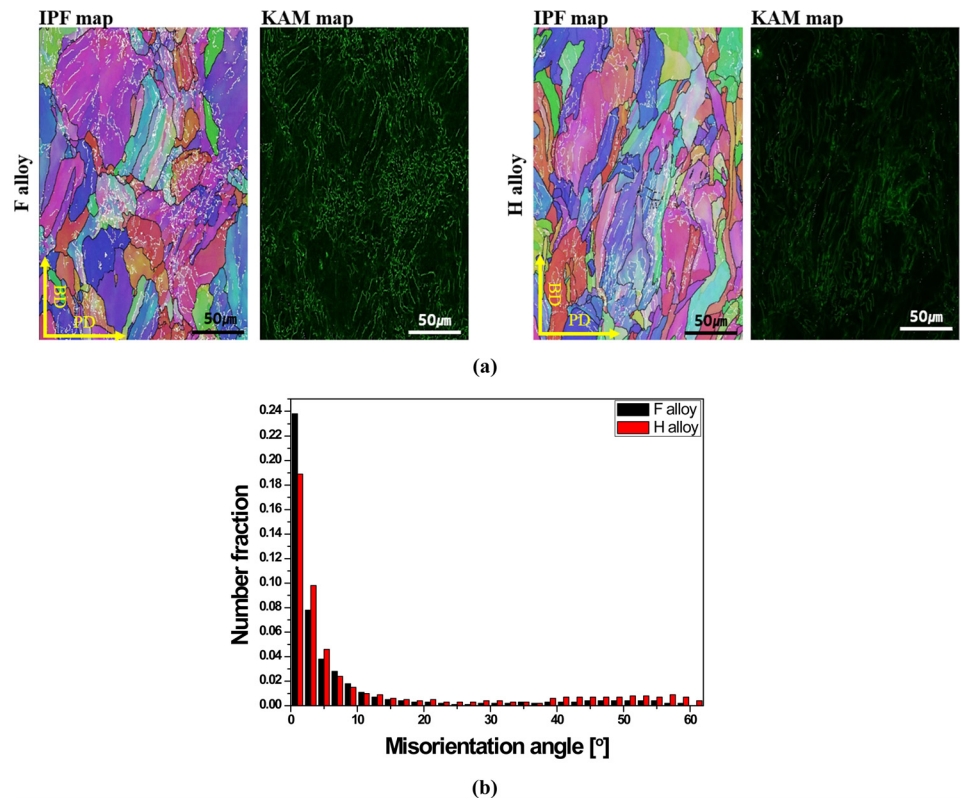
열처리에 따른 미세조직적 차이를 보다 명확히 확인하기 위해 EBSD 분석을 수행하였으며, 그 결과를 그림 5에 도시하였다. SLM AISI 316L F 와 H 합금들 모두 레이저 열원 방향(적층 방향, building direction)으로 미세조직이 성장, 발달한 것으로 나타났으며 그 외 거시적인 미세조직의 변화는 확인되지 않았다 ((a) 조건별 왼쪽 그림들). 그러나 kernel average misorientation angle map (KAM) 분석 결과((a) 조건별 오른쪽 그림들)에서 F 합금은 내부에 높은 분율의 저 경각 경계(low angle boundary, 초록색 선)가 나타나며 특히 용융 풀 경계로 예상되는 영역에서 많은 수의 전위 집적이 존재하는 것으로 확인되었다. 이에 반해 H 합금은 저 경각 경계(초록색 선)의 밀도가 F 합금에 비해 감소하였으며, 용융 풀 경계에서도 큰 전위의 집적이 관찰되지 않았다. 이를 정량적으로 분석한 misorientation angle distribution 그래프 (b) 에서 열처리를 수행함에 따라 저 경각 경계 비율이 감소하고 고 경각 경계 (high angle boundary)의 비율이 증가함을 다시 한번 확인할 수 있다. 상기 결과는 응력 제거 열처리를 수행함에 따라 용융 풀 경계에서 뿐만 아니라 용융 풀 내부에도 존재하던 잔류 응력이 일부 해소되었음을 의미한다.
3.2 SLM AISI 316L 합금들의 상, 고온 압축 특성 및 변형 거동
SLM AISI 316L 합금의 방향 별 경도 시험을 수행하였으며, 그 결과를 그림 6에 나타내었다. F 합금의 평균 경도값은 PD(printing direction) : 222 Hv, TD(transversal direction) : 219 Hv, BD(building direction) : 220 Hv 로 측정되었으며, H 합금의 경우 PD(printing direction) : 200 Hv, TD(transversal direction) : 201 Hv, BD(building direction) : 197 Hv의 경도 값을 보였다. 즉 열처리를 수행함에 따라 전반적으로 경도가 18~23 Hv 감소하고 경도값의 변동폭 또한 감소하였다. 그러나 두 합금 각각에서 방향별로 경도를 비교하였을 때 그 차이는 약 3~4 Hv로 크지 않았다. 즉 두 합금들(F와 H) 모두에서 방향에 따른 기계적 이방성은 미소하였다.
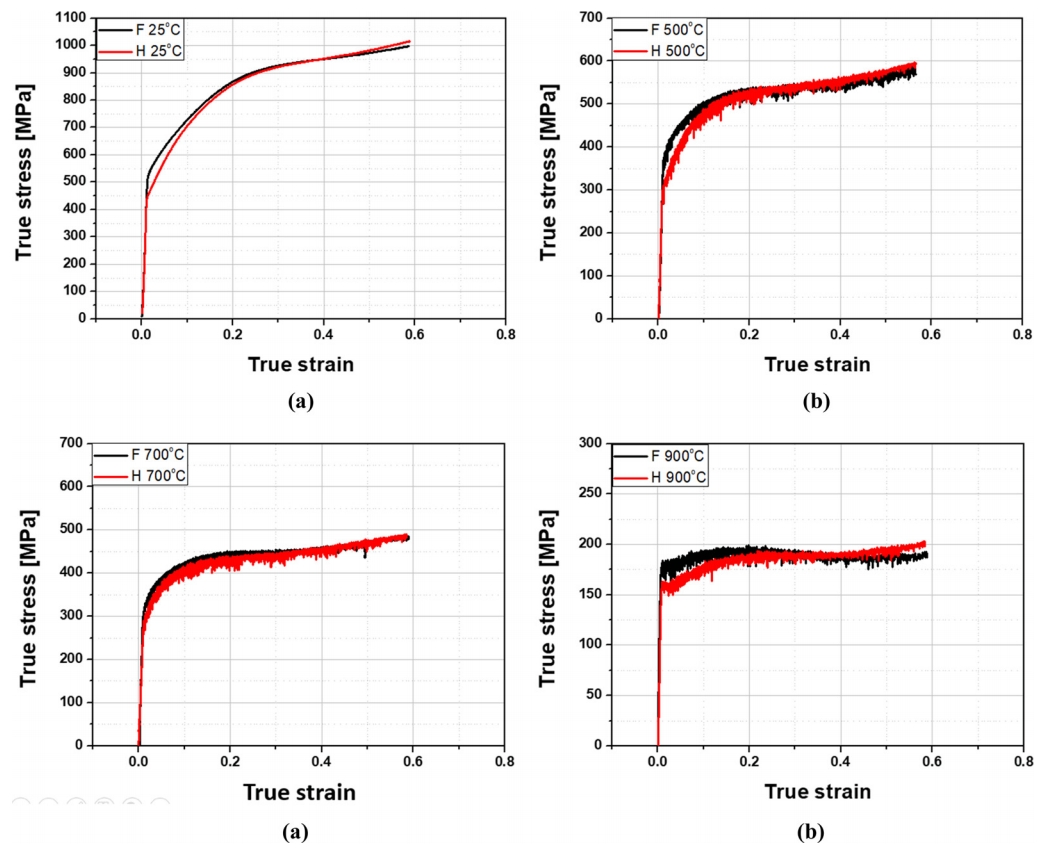
그림 7에 상온 및 고온 압축 시험으로 얻은 각 합금별 진응력–진변형률(true stress-true strain) 곡선들을 도시하였다. SLM AISI 316L F 합금의 항복 강도는 온도별로 상온 : 536MPa, 500 °C : 368MPa, 700 °C : 310MPa, 900 °C : 171 MPa 로 얻어졌다. H 합금에서는 상온 : 455 MPa, 500 °C : 338MPa, 700 °C : 301MPa, 900 °C : 160MPa의 항복강도들을 보여 응력완화 열처리를 수행함에 따라 항복강도가 모든 변형 온도에서 감소하는 것으로 확인되었다. 한편 0.6 진변형률에서 각 소재들(F 및 H 합금들)의 온도별 최대 응력(peak stress)를 구해보면, SLM AISI 316L F 합금은 상온 : 997 MPa, 500 °C : 568 MPa, 700 °C : 480 MPa, 900 °C : 191 MPa로 측정되었고, H 합금은 상온 : 1014 MPa, 500 °C : 592 MPa, 700 °C : 490 MPa, 900 °C : 202 MPa의 최대 응력들을 보였다. 즉 모든 변형 온도 조건에서 낮은 항복 강도를 보였던 H 합금에서 더 높은 최대 응력(ε = 0.6)을 나타내었다.
전통적인 공정으로 제조된 압연 후 어닐링된 316L 합금의 항복 강도는 일반적으로 상온에서 220 ~ 350 MPa로 보고되고 있다 [24]. 이를 본 연구에서 얻어진 항복 강도 결과와 비교해 보았을 때, 3D 프린팅 공정으로 제조된 SLM AISI 316L 합금은 매우 높은 강도 특성을 지니고 있음을 확인할 수 있었다. 한편 각 온도 별 진변형률-진응력 곡선들을 면밀히 살펴보면, 상온과 500 °C 압축 조건에서는 항복 이후 F 와 H 두 소재 모두 변형률이 증가함에 따라 응력이 상승하는 가공 경화(strain hardening) 현상을 보였으며, 열처리를 수행한 H 합금이 F 합금보다 더 큰 가공 경화를 나타내었다. 그러나 SLM AISI 316L 합금의 가공 경화는 온도가 상승함에 따라(700 °C) 큰 폭으로 감소하며, 900 °C에서는 거의 가공 경화를 나타내지 않았다. 이와 관련하여 700 °C와 900 °C 변형에서는 γ-Fe 기지의 동적 회복 및 동적 재결정에 의한 연화로 현저한 가공 경화는 일어나지 않은 것으로 사료된다. 즉 SLM AISI 316L H 합금은 응력 제거 열처리를 수행함에 따라 초기 합금 내부에 존재하는 낮은 전위 밀도로 인해 항복 강도는 낮으나(F 합금보다), 소성 변형 시 전위의 축적이 더 쉬워지고 이에 따라 높은 가공 경화 거동과 높은 최대 응력(peak stress)를 나타내는 것으로 이해될 수 있다.
그림 8은 SLM 316L 합금의 온도별 압축 시험 후 압축 시편을 거시적으로 관찰한 결과들이다. F 와 H 두 합금 모두에서 변형 온도와는 무관하게 응력이 가해짐에 따라 소성 변형 수용에 의해 시편의 중간 부분이 불룩해지는 barreling 이 나타났다. 이 불룩한 영역을 보다 자세히 관찰해 보면, 상온과 500 °C의 경우 시편 표면에서 균열이 관찰되지 않았으나, 700 °C에서는 조대한 균열들이, 900 °C에선 상대적으로 미세한 균열들이 표면에 존재하였다.
이에 압축 표면을 보다 고배율로 관찰한 결과를 변형 온도별로 그림 9(상온 및 500 °C)와 그림 10(700 °C 와 900 °C)에 각각 나타내었다. 상온에서 F 합금의 경우 최대 전단 응력 방향으로 희미한 deformation band 가 관찰되었으며, 응력완화 열처리를 수행한 H 합금에서 deformation band 가 더 많고 뚜렷하게 관찰되었다(그림 9 (a)). 이러한 경향성은 500 °C의 조건에서 압축을 수행한 합금들에서도 동일하게 확인되었다(그림 9 (b)). 그러나 온도가 증가함에 따라 열처리 유무에 상관없이 deformation band 의 특징은 약화되었다. H 합금의 상온 및 500 °C 압축 시편 표면에서 관찰된 상대적으로 (F 합금에 비해) 더 발달된 deformation band 들은, 이 변형 온도들에서 확인된 H 합금의 높은 가공 경화 거동(그림 7 의 상온과 500 °C 응력-변형률 곡선)을 설명하는 증거로 해석될 수 있다.
한편 700 °C의 경우(그림 10 (a)), F 와 H 합금들 모두에서 상온과 500 °C 변형에서는 관찰되지 않았던 표면 산화가 나타났으며 이와 함께 조대 균열들도 확연하게 관찰되었다. 즉 700 °C 이상의 고온 압축 시에는 높은 온도에 기인하여 시편의 표면 산화가 진행되고 그 후 변형이 수반됨에 따라 취약한(brittle) 산화물이 깨짐과 생성이 반복되며 산화물 탈락 영역에서의 응력 집중으로 인해 조대한 균열이 생성될 수 있는 것으로 사료된다. 한편 900 °C의 경우도 열처리 유무에 상관없이 (F와 H 합금들 모두) 시편 표면에서 표면 산화가 나타났으며 균열들도 함께 관찰되었으나 앞서 그림 8에서 언급한 바와 같이 균열의 크기는 700 °C와 비교하여 상대적으로 미세하였다.
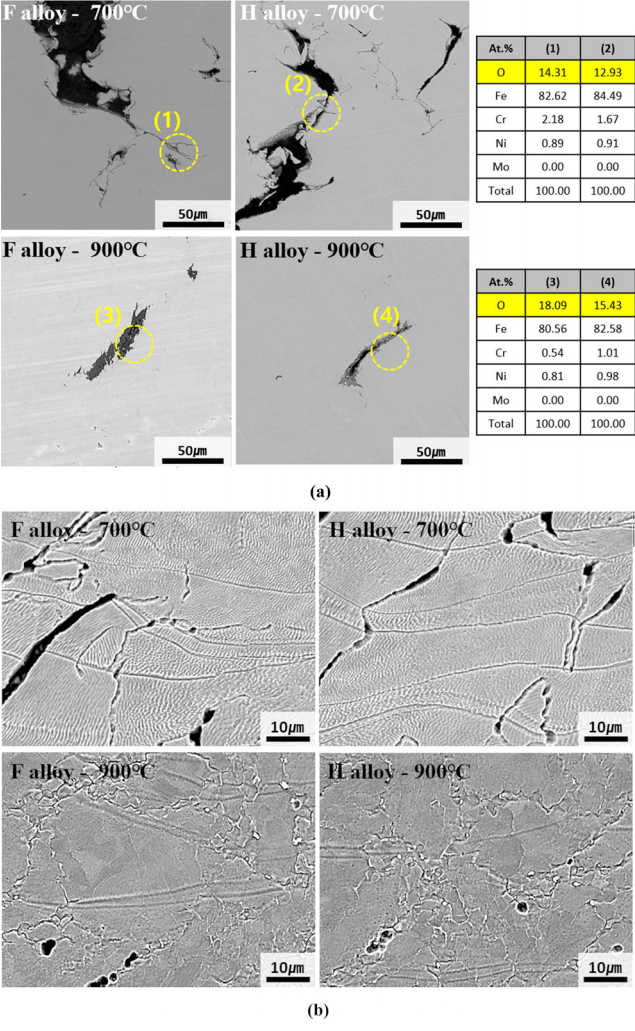
그림 11(a)는 700 °C와 900 °C 온도에서 수행한 F, H 소재들의 압축 단면 미세조직을 관찰한 결과이다. 700 °C 소재의 경우 열처리 유무와 관계없이 단면에서도 조대한 균열들이 확인되었으며, 균열 주위에서 미세한 산화물 또한 관찰되었다. 반면 900 °C에서는 조대한 균열들은 관찰되지 않았고 변형 조직의 기지 내부에 산화물들이 갇혀 있는 것으로 나타났다. 그림 11 (b)에는 700 °C와 900 °C 온도에서 수행한 F, H 소재들의 에칭 후 압축 단면 미세조직을 나타내었다. 700 °C에서는 두 소재 모두 초기 미세조직에서 존재하는 용융 풀과 cellular dendrite가 존재하는 것으로 관찰되었다. 900 °C에서는 용융 풀은 관찰되나 앞선 미세조직에서 관찰된 cellular dendrite는 확인되지 않았다. 또한 초기 미세조직에서 관찰되지 않았던 약 8 ~ 10 μm의 결정립들이 생성된 것으로 나타나 900 °C에서 두 소재 모두 동적 회복 및 재결정이 일어난 것으로 판단된다. 즉 700 °C의 경우 동적 회복 및 재결정과 같은 미세조직 변화의 영향보다 산화의 영향이 커서 변형과 산화가 진행됨에 따라 산화물에서의 응력 집중으로 인해 균열이 내부로 전파된 것으로 생각된다. 이에 반해 900 °C의 경우 산화의 영향보다 미세조직의 변화의 영향이 더 커서 생성된 산화물을 고립시키고 파단을 저지하며 이에 상대적으로(700 °C에 비해) 더 미세한 균열이 생성된 것으로 사료된다.
4. 결 론
본 연구에서는 금속 3D 프린팅 공정 중 하나인 selective laser melting 법을 이용하여 AISI 316L 합금을 제조하였고 제조된 소재의 고온 압축 특성에 대해 조사하여 다음과 같은 결론을 얻었다.
1. SLM AISI 316L 합금은 기공이 거의 없는 매우 치밀한 미세조직을 가지고 있었다. 또한 레이저 열원 방향으로 방향성을 가지는 미세조직이 발달하였으며, 분말들의 용융된 흔적인 용융 풀도 관찰되었다. 용융 풀 내부에는 미세한 cellular type의 dendrite가 확인되었다. Cellular dendrite의 크기는 F 합금의 경우 0.64 μm, H 합금의 경우 0.71 μm로 측정되었다. 그러나 열처리를 수행함에 따라 소재 내부의 EBSD local misorientation angle map 분석에서 저 경각 경계의 비율이 감소하고 고 경각 경계의 비율이 증가하는 것을 알 수 있었다.
2. F 합금과 H 합금의 상·고온 압축 시험 결과, F 소재의 항복 강도는 상온 : 536.7 MPa, 500 °C : 368.0 MPa, 700 °C : 310.4 MPa, 900 °C : 171.3MPa로 측정되었다. 열처리를 수행한 H 합금은 상온 : 455.5 MPa, 500 °C : 338.2 MPa, 700 °C : 301.5 MPa, 900 °C : 160.1MPa의 항복 강도를 나타내어 열처리를 수행함에 따라 항복 강도가 소폭 감소하였다. 하지만 각 소재의 온도 별 최대 응력의 경우, SLM AISI 316L F 합금은 압축 온도별로 상온 : 997.2 MPa, 500 °C : 568.2 MPa, 700 °C : 480.1 MPa, 900 °C : 191.4 MPa로 측정되었으며, 열처리를 수행한 H 합금은 상온 : 1014.9 MPa, 500 °C : 592.2MPa, 700 °C : 490.8 MPa, 900 °C : 202.5 MPa 값을 보여, 열처리를 수행한 H 합금이 오히려 더 높은 최대 응력값을 나타내었다. 즉 H 합금에서 더욱 큰 가공 경화 거동을 보였다.
3. 압축 파단 표면 관찰 결과, 상온과 500 °C에서는 두 합금(F와 H 합금) 모두 전단 응력 방향으로 미세한 deformation band가 관찰되었고, 응력완화 열처리를 수행한 H 합금에서 더 많은 수의 deformation band가 뚜렷하게 확인되었다. 한편 700 °C에서는 조대한 표면 균열이, 900 °C에선 미세한 균열이 관찰되었고 시편 표면과 균열 주위에서 산화물이 검출되었다. 압축 단면 관찰 결과, 700 °C의 경우 열처리 유무와 관계없이 조대한 균열들이 존재하고 있음을 다시 한번 확인 할 수 있었으며, 균열의 경계에서 미세한 산화물이 관찰되었다. 반면 900 °C에서는 조대한 균열들은 관찰되지 않았고 동적 회복 및 재결정에 의해 시편 내부에 산화물들이 갇혀 있는 특징을 나타내었다.