



1. ņä£ ļĪĀ
ĒŖ╣ņĀĢĒĢ£ ĒśĢņāüņØś ļŗ©ņ£ä ņģĆņØ┤ ĻĘ£ņ╣ÖņĀü┬Ęļ░śļ│ĄņĀüņ£╝ļĪ£ ļ░░ņŚ┤ļÉśņ¢┤ ņ׳ļŖö Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ņÜ░ņłśĒĢ£ ļ╣äĻ░ĢļÅä, ļ╣äĻ░Ģņä▒ ļ░Å ņŚÉļäłņ¦Ć ĒØĪņłśņä▒ņØä Ļ░Ćņ¦ÉņŚÉ ļö░ļØ╝ ņ×ÉļÅÖņ░©, ņÜ░ņŻ╝ĒĢŁĻ│Ą, ņØśļŻī ļō▒ ļŗżņ¢æĒĢ£ ņé░ņŚģ ļČäņĢ╝ņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢśļéś, ļ│Ąņ×ĪĒĢ£ 3ņ░©ņøÉ ĒśĢņāüņ£╝ļĪ£ ņØĖĒĢ┤ ĻĖ░ņĪ┤ ĻĖłņåŹ ņåīņ×¼ļź╝ ĒÖ£ņÜ®ĒĢ£ ņĀ£ņĪ░Ļ│ĄņĀĢņØś ņĀüņÜ®ņŚÉ ĒĢ£Ļ│äĻ░Ć ņ׳ņŚłļŗż. ņĄ£ĻĘ╝ ĻĖłņåŹņĀüņĖĄņĀ£ņĪ░(metal additive manufacturing) ĻĖ░ņłĀņØś ļ░£ļŗ¼Ļ│╝ ĒĢ©Ļ╗ś ņĀ£ĒÆł ņäżĻ│äņ×Éņ£ĀļÅäĻ░Ć Ē¢źņāüļÉ©ņŚÉ ļö░ļØ╝ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ņØ┤ ņ”ØļīĆļÉśĻ│Ā ņ׳ļŗż[1-5].
ĻĖłņåŹņĀüņĖĄņĀ£ņĪ░ ĻĖ░ņłĀņØĆ ļģĖņ”ÉņØä ĒåĄĒĢ┤ ļČäļ¦ÉņØä ļČäņé¼ĒĢ©Ļ│╝ ļÅÖņŗ£ņŚÉ ļĀłņØ┤ņĀĆ ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĻĄŁļČĆņĀüņ£╝ļĪ£ ņÜ®ņ£Ąņŗ£ņ╝£ 3ņ░©ņøÉ ĒśĢņāüņØä ņĀ£ņ×æĒĢśļŖö DED(direct energy deposition)ļ░®ļ▓ĢĻ│╝ ĻĖłņåŹ ļČäļ¦ÉņØä ņ▒öļ▓ä ļé┤ņŚÉ ņ▒äņÜ░Ļ│Ā, ĒĢ£ ņĖĄņö® ļĀłņØ┤ņĀĆ Ēś╣ņØĆ ņĀäņ×Éļ╣ö ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĻĖłņåŹ ļČäļ¦ÉņØä ņÜ®ņ£ĄĒĢ£ ļÆż ļČäļ¦ÉņØä ļÅäĒżĒĢśļŖö ļ░śļ│ĄņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ 3ņ░©ņøÉ ĒśĢņāüņØä ņĀ£ņ×æĒĢśļŖö PBF(powder bed fusion)ļ░®ļ▓ĢņØ┤ ņ׳ļŗż[6,7].
Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ļŗ©ņ£ä ņģĆņØä ĻĄ¼ņä▒ĒĢśļŖö ņÜöņåīņØś ĒśĢņāü ļ░Å Ēü¼ĻĖ░Ļ░Ć ņ×æĻ│Ā, Ļ│ĀņĀĢļ░ĆļÅäļź╝ ņÜöĒĢśļ»ĆļĪ£ ņäĀĒāØņĀü ļĀłņØ┤ņĀĆ ņÜ®ņ£Ą (SLM: selective laser melting) ļ░Å ņĀäņ×Éļ╣ö ņÜ®ņ£Ą(EBM: electron beam melting)Ļ│╝ Ļ░ÖņØĆ PBFĒāĆņ×ģņØś ņĀüņĖĄņĀ£ņĪ░Ļ│ĄņĀĢ ņןļ╣äļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ņĢīļŻ©ļ»ĖļŖä, ņØĖņĮöļä¼, ĒāĆņØ┤ĒāĆļŖä, ņŖżĒģīņØĖļĀłņŖż ņŖżĒŗĖ ļō▒ņØś ļŗżņ¢æĒĢ£ ņåīņ×¼ ļ░Å ĻĖ░ĒĢśĒĢÖņĀü ĒśĢņāüņŚÉ ļīĆĒĢ£ ĒŖ╣ņä▒ ĒÅēĻ░ĆņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēņżæņØ┤ļŗż. Labeasļō▒[4] ļ░Å Yan ļō▒[26]ņØĆ 316L ņŖżĒģīņØĖļĀłņŖż ņŖżĒŗĖ ņåīņ×¼ņØś Ļ▓░ņĀĢĻĄ¼ņĪ░ ĻĖ░ļ░śņØś Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ļ░Å ņ×ÉņØ┤ļĪ£ņØ┤ļō£(gyroid)ĻĄ¼ņĪ░ņ▓┤ļź╝ ņĀ£ņ×æĒĢśņŚ¼ ņĢĢņČĢ ĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢ£ ļ░ö ņ׳ņ£╝ļ®░, Learyļō▒ņØĆ AlSi12Mg ļ░Å ņØĖņĮöļä¼ 625 ņåīņ×¼ļĪ£ ņ£Āņé¼ĒĢ£ ĒśĢĒā£ņØś Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ ņĀ£ņ×æĒĢśĻ│Ā, ņĢĢņČĢĒŖ╣ņä▒ ļ░Å ļ│ĆĒśĢĻ▒░ļÅÖņØä ĒÅēĻ░ĆĒĢ£ ļ░ö ņ׳ļŗż[9,20]. ļśÉĒĢ£, Qiļō▒ņØĆ AlSi12Mg ņåīņ×¼ņØś ņśźĒģīĒŖĖĒŖĖļ¤¼ņŖż(octet-truss)ĻĄ¼ņĪ░ņ▓┤ ļ░Å ĒŖĖļĀüņ╝ĆņØ┤Ēŗ░ļō£ ņśźĒāĆĒŚżļō£ļĪĀ(truncated-octahedron) ĻĄ¼ņĪ░ņ▓┤ļź╝ ņĀ£ņ×æĒĢśņŚ¼ ņŗżĒŚś ļ░Å ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØņØä ĒåĄĒĢ┤ ļ│ĆĒśĢ Ļ▒░ļÅÖņØä ļČäņäØĒĢ£ ļ░ö ņ׳ļŗż[2]. ņāüĻĖ░ņØś ņäĀĒ¢ēņŚ░ĻĄ¼ļōżņØĆ ļŗżņ¢æĒĢ£ ĒśĢĒā£ņØś ļŗ©ņ£ä ņģĆļĪ£ ĻĄ¼ņä▒ļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ĒśĢĒā£ ļ░Å Ēü¼ĻĖ░ņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä ļČäņäØĒĢ£ ļ░ö ņ׳ņ£╝ļéś, ļŗ©ņ£äņģĆ ĻĄ¼ņä▒ņÜöņåīņØś ĻĖ░ņÜĖņ×äĻ░ü, ļæÉĻ╗ś ļō▒ņØś ĻĖ░ĒĢśĒĢÖņĀü ņÜöņåīĻ░Ć ĻĄ¼ņĪ░ņ▓┤ņØś ĒŖ╣ņä▒ņØä Ļ▓░ņĀĢĒĢśļŖö ņŻ╝ņÜöņäżĻ│äļ│Ćņłśņ×äņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, ņØ┤ņŚÉ ļīĆĒĢ£ ļČäņäØņØĆ ņØ┤ļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņĢśļŗż.
ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ēö╝ļØ╝ļ»Ėļō£(pyramidal) ļŗ©ņ£ä ņģĆĻ│╝ ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤(tetrahedral) ļŗ©ņ£ä ņģĆļĪ£ ĻĄ¼ņä▒ļÉ£ 2ņóģņØś Ļ▓®ņ×ÉĻĄ¼ ņĪ░ņ▓┤ļź╝ ņäżĻ│äĒĢśĻ│Ā ļīĆĒæ£ņĀüņØĖ PBFļ░®ņŗØņØś ĻĖłņåŹ ņĀüņĖĄņĀ£ņĪ░ļ░®ļ▓ĢņØĖ SLMĻ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀ£ņ×æĒĢ£ Ēøä ņĢĢņČĢ ņŗżĒŚśņØä ņłśĒ¢ēĒĢ©ņ£╝ļĪ£ņŹ© ļŗ©ņ£ä ņģĆņØś ĒśĢņāü ļ░Å ņäżĻ│ä ļ│ĆņłśĻ░Ć ņĢĢņČĢĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśņśĆļŗż. Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņāüļīĆ ļ░ĆļÅä ļ░Å ļŗ©ņ£ä ņģĆ ĻĄ¼ņä▒ņÜöņåīņØś ĻĖ░ņÜĖņ×äĻ░üņØä ņŻ╝ņÜöņäżĻ│äļ│ĆņłśļĪ£ ņĀĢņØśĒĢśĻ│Ā, ļŗżņ¢æĒĢ£ ņäżĻ│ä ļ│ĆņłśņŚÉ ļö░ļØ╝ ņĀ£ņ×æļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢņŗżĒŚśņØä ĒåĄĒĢ┤ ļŗ©ņ£ä ņģĆ ĒśĢņāüņŚÉ ļö░ļźĖ Ēāäņä▒Ļ│äņłś, ņŚÉļäłņ¦Ć ĒØĪņłśļ¤ē, ņ┤łĻĖ░Ēö╝Ēü¼ņØæļĀź, ĒÅēĻĘĀņØæļĀźņØä ņĖĪņĀĢĒĢśņŚ¼ ļČäņäØĒĢśņśĆļŗż.
2. ņŗżĒŚśļ░®ļ▓Ģ
2.1 Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ļŗ©ņ£ä ņģĆ ņäżĻ│ä
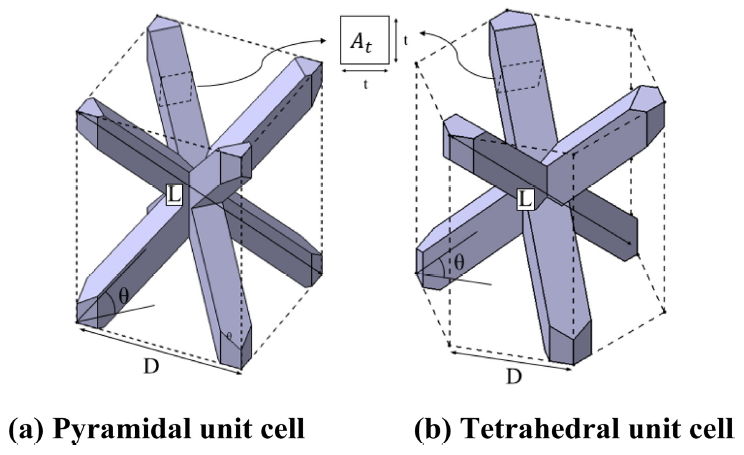
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĘĖļ”╝ 1Ļ│╝ Ļ░ÖņØ┤ Ēö╝ļØ╝ļ»Ėļō£ ļŗ©ņ£ä ņģĆ ļ░Å ĒģīĒŖĖļØ╝ ĒŚżļō£ļ¤┤ ļŗ©ņ£ä ņģĆņØä ņäżĻ│äĒĢśĻ│Ā, Ļ░ü ļŗ©ņ£ä ņģĆņØś ĒśĢņāü ĒŖ╣ņ¦ĢņØä Ļ▓░ņĀĢĒĢśļŖö ņäżĻ│äļ│Ćņłśļź╝ ņĀĢņØśĒĢśņśĆļŗż. Ēö╝ļØ╝ļ»Ėļō£ ļŗ©ņ£ä ņģĆņØä ĻĄ¼ņä▒ĒĢśļŖö ņÜöņåīņØś ĻĖĖņØ┤(L), ļæÉĻ╗ś(t), ņÜöņåīņÖĆ ņłśĒÅēļ®┤ņØ┤ ņØ┤ļŻ©ļŖö ĻĖ░ņÜĖņ×äĻ░ü(╬Ė)ņØä ņäżĻ│ä ļ│ĆņłśļĪ£ ņĀĢņØśĒĢśņśĆļŗż. ļśÉĒĢ£, ļÅÖņØ╝ ņåīņ×¼ļĪ£ ĻĄ¼ņä▒ļÉśļŖö Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņāüļīĆļ░ĆļÅä(Žü ┬»
Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ĻĖ░ņÜĖņ×äĻ░üņŚÉ ļö░ļźĖ ņśüĒ¢źņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Ēæ£ 1, 2ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ 35~55┬░ņØś ļŗżņ¢æĒĢ£ ĻĖ░ņÜĖņ×äĻ░üņŚÉ ļīĆĒĢ┤ ņÜöņåī ļæÉĻ╗śļź╝ ļŗ¼ļ”¼ĒĢ©ņ£╝ļĪ£ņŹ© ņØ╝ņĀĢĒĢ£ ņāüļīĆ ļ░ĆļÅäļź╝ Ļ░¢ļÅäļĪØ ņäżĻ│äĒĢśņśĆņ£╝ļ®░, Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ļÅÖņØ╝ĒĢ£ ĻĖ░ņÜĖņ×äĻ░ü 45┬░ņŚÉņä£ ņÜöņåī ļæÉĻ╗śļź╝ ļŗ¼ļ”¼ĒĢ©ņ£╝ļĪ£ņŹ© ņāüļīĆ ļ░ĆļÅäņŚÉ ļö░ļźĖ ņśüĒ¢źņØä ļČäņäØĒĢĀ ņłś ņ׳ļÅäļĪØ ņäżĻ│äĒĢśņśĆļŗż.
2.2 SLMĻ│ĄņĀĢņŚÉ ņØśĒĢ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ņĀ£ņ×æ
2.2.1 ņĀüņĖĄņĀ£ņĪ░Ļ│ĄņĀĢ ņĪ░Ļ▒┤
SLMĻ│ĄņĀĢņØĆ ĻĖłņåŹņĀüņĖĄņĀ£ņĪ░Ļ│ĄņĀĢ ņżæ PBFļ░®ņŗØņØś ĒĢśļéśļĪ£ ĻĖłņåŹ ļČäļ¦ÉņØä ņ▒öļ▓ä ļé┤ņŚÉ ņ▒äņÜ░Ļ│Ā, ĒĢ£ ņĖĄņö® ļĀłņØ┤ņĀĆ ņŚ┤ņøÉņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĻĖłņåŹ ļČäļ¦ÉņØä ņÜ®ņ£ĄĒĢ£ ļÆż ļČäļ¦ÉņØä ļÅäĒżĒĢśļŖö ļ░śļ│ĄņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ 3ņ░©ņøÉ ĒśĢņāüņØä ņĀ£ņ×æĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. SLMņØś ņŻ╝ņÜöņĀü ņĖĄĻ│ĄņĀĢļ│ĆņłśļŖö ļĀłņØ┤ņĀĆ ņåŹļÅä, ļĀłņØ┤ņĀĆ ņČ£ļĀź, 1ĒÜī ļČäļ¦É ņĀüņĖĄņØś ļæÉĻ╗ś, ļĀłņØ┤ņĀĆ ņżæņ▓®ļÅä ļō▒ņØ┤ ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Concept Laserņé¼ņØś SLMņןļ╣äņØĖ Mlab-cusingņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĢ×ņä£ ņäżĻ│äļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ ņĀ£ņĪ░ĒĢśņśĆņ£╝ļ®░, Ļ░ü ņäżĻ│ä ļ│ĆņłśņŚÉ ļö░ļØ╝ ņĀ£ņ×æ ļÉ£ ņŗ£ĒÄĖņØś ņĢĢņČĢņŗżĒŚśņØä ĒåĄĒĢ┤ ņĢĢņČĢ Ļ▒░ļÅÖņØä ļČäņäØĒĢśņśĆļŗż. Ļ▓®ņ×É ĻĄ¼ņĪ░ņ▓┤ļŖö ĒÅēĻĘĀ ņ×ģļÅä 33.59 mmņØĖ 316 L ņŖżĒģīņØĖļĀłņŖż ņŖżĒŗĖ ļČäļ¦ÉņØä ņØ┤ņÜ®ĒĢśņŚ¼, ļĀłņØ┤ņĀĆ ņČ£ļĀź 90W, ļĀłņØ┤ņĀĆ ņåŹļÅä 800 mm/s, ļĀłņØ┤ņĀĆ ĒĢ┤ņ╣ś Ļ░äĻ▓® (hatch spacing) 80 mm, 1ĒÜī ļČä ļ¦É ņĀüņĖĄ ļæÉĻ╗ś 25 mmņØĖ ņĪ░Ļ▒┤ĒĢśņŚÉņä£ ļŗ©ļ®┤ņĀüņØ┤ 20 ├Ś 20(Ļ░ĆļĪ£ ├Ś ņäĖļĪ£, mm)ņØĖ Ēö╝ļØ╝ļ»Ėļō£ ļ░Å ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ ņĀ£ņ×æĒĢśņśĆļŗż. Morrishļō▒[25]ņŚÉ ņØśĒĢśļ®┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ ĻĄ¼ņä▒ ĒĢśļŖö ļŗ©ņ£ä ņģĆņØś Ļ░£ņłśĻ░Ć 4Ļ░£ ņØ┤ĒĢśņØ╝ Ļ▓ĮņÜ░, ļŗ©ņ£ä ņģĆ Ļ░£ņłśņŚÉ ļö░ļØ╝ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØś ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢśĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ┤ ļō▒Ļ░Ćļ¼╝ņä▒ņØ┤ ļŗ©ņ£ä ņģĆ Ļ░£ņłśņŚÉ ņØśņĪ┤ĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ļŗ©ņ£ä ņģĆ Ļ░£ņłśņŚÉ ļö░ļźĖ ņØśņĪ┤ņä▒ņØä ņĀ£Ļ▒░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼, Ēö╝ļØ╝ļ»Ėļō£ ĻĄ¼ņĪ░ņ▓┤ļŖö Ļ░ĆļĪ£ļ░®Ē¢źņ£╝ļĪ£ 8Ļ░£, ņäĖļĪ£ļ░®Ē¢źņ£╝ļĪ£ 8Ļ░£, ļåÆņØ┤ļ░®Ē¢źņ£╝ļĪ£ 8Ļ░£ņØś ļŗ©ņ£ä ņģĆļĪ£ ļ░░ņŚ┤ĒĢśņŚ¼ ņ┤Ø 512Ļ░£, ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ ĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░ Ļ░ĆļĪ£ļ░®Ē¢źņ£╝ļĪ£ 10Ļ░£, ņäĖļĪ£ļ░®Ē¢źņ£╝ļĪ£ 8Ļ░£, ļåÆņØ┤ļ░®Ē¢źņ£╝ļĪ£ 8Ļ░£ļĪ£ ļ░░ņŚ┤ĒĢśņŚ¼, ņ┤Ø 640Ļ░£ņØś ļŗ©ņ£ä ņģĆļĪ£ ĻĄ¼ņä▒ļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņŚ¼ ĻĘĖļ”╝ 2ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż.
2.2.2 ņĀüņĖĄņĀ£ņĪ░ņŗ£ĒÄĖ ĒśĢņāü ļČäņäØ
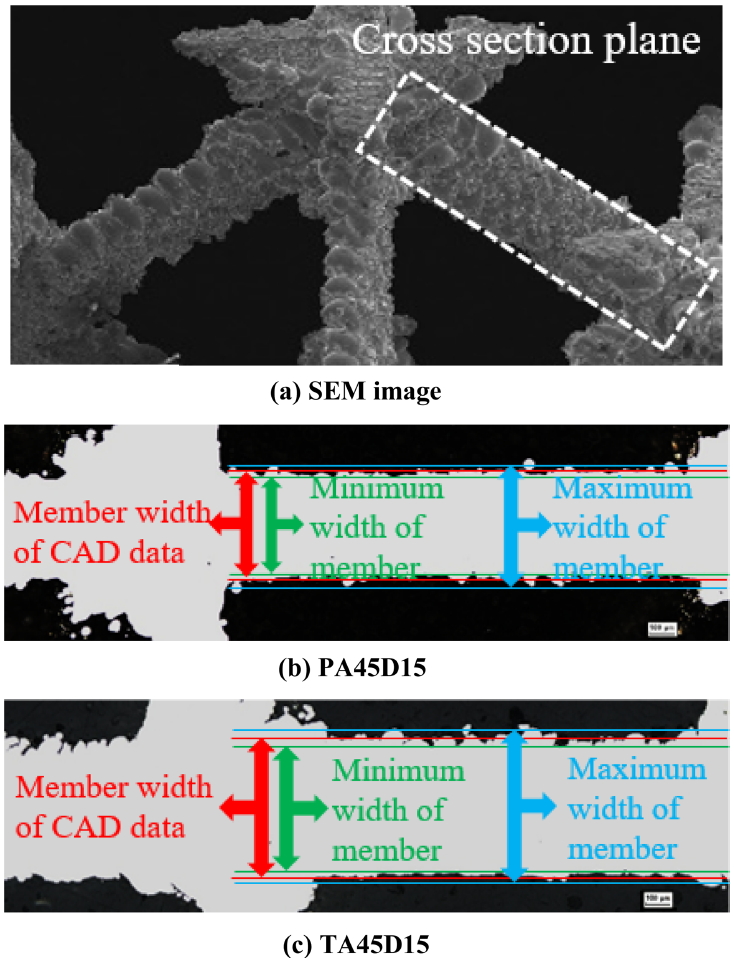
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņäżĻ│äļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ļŗ©ņ£ä ņģĆ ņÜöņåīņØś ļæÉĻ╗śĻ░Ć 402~583 mmļĪ£ Ēł¼ņ×ģ ļČäļ¦ÉņØś ĒÅēĻĘĀ ņ×ģļÅä 33.59 mmņŚÉ ļ╣äĒĢ┤ ļ╣äĻĄÉņĀü ņ¢ćņĢä, ļ»ĖņÜ®ņ£ĄļÉ£ ļČäļ¦É ņ×ģņ×ÉņŚÉ ņØśĒĢ┤ Ēæ£ļ®┤ņØ┤ ļČłĻĘĀņØ╝ĒĢśĻ│Ā, ņäżĻ│äņÖĆ ņĀ£ņ×æņŗ£ĒÄĖĻ░äņØś ņ╣śņłśņśżņ░©Ļ░Ć ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ņĀ£ņ×æļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ņŗ£ĒÄĖĻ│╝ ņäżĻ│äļ¬©ļŹĖĻ│╝ņØś ĒśĢņāüņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļŗ©ņ£ä ņģĆ ņÜöņåīņØś ĻĖĖņØ┤ ļ░®Ē¢źņ£╝ļĪ£ ņĀłļŗ©ĒĢśņŚ¼ ļŗ©ļ®┤ņØä Ļ┤æĒĢÖ Ēśäļ»ĖĻ▓Įņ£╝ļĪ£ ņĖĪņĀĢĒĢśņśĆļŗż. ĻĘĖļ”╝ 3ņØĆ ņĀ£ņ×æļÉ£ ņŗ£ĒÄĖņØś ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(SEM) ņØ┤ļ»Ėņ¦Ć ļ░Å PA45D15, TA45D15 ņŗ£ĒÄĖņØś ļŗ©ņ£ä ņģĆ ņÜöņåī ĻĖĖņØ┤ļ░®Ē¢źņ£╝ļĪ£ņØś ņĀłļŗ©ļ®┤ņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż.
ĻĘĖļ”╝ 2 (b)ņØś PA45D15 ņŗ£ĒÄĖ Ļ┤æĒĢÖ Ēśäļ»ĖĻ▓Į ļČäņäØ Ļ▓░Ļ│╝ ļŗ©ņ£ä ņģĆ ņÜöņåīņØś ņĀ£ņ×æļÉ£ ļæÉĻ╗śļŖö ņĄ£ņåī 382.5 mm ņĄ£ļīĆ 496 mmļĪ£ ņäżĻ│ä ļŹ░ņØ┤Ēä░ 447 mmņÖĆ ļ╣äĻĄÉĒĢ┤ ņ░©ņØ┤Ļ░Ć ņ׳ņØīņØä ņĢī ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ ĻĘĖļ”╝ 3 (c)ņÖĆ Ļ░ÖņØ┤ TA45D15 ņŗ£ĒÄĖ Ļ┤æĒĢÖ Ēśäļ»ĖĻ▓Į ļČäņäØ Ļ▓░Ļ│╝ ņĀ£ņ×æļÉ£ ļæÉĻ╗śļŖö ņĄ£ņåī 484 mm ņĄ£ļīĆ 618 mmļĪ£ ņäżĻ│ä ļŹ░ņØ┤Ēä░ 543 mmņÖĆ ņ╣śņłś ņśżņ░©Ļ░Ć ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.
2.2.3 ļ»ĖņäĖņĪ░ņ¦ü
SLM Ļ│ĄņĀĢņŚÉ ņØśĒĢ£ ņŗ£ĒÄĖņĀ£ņ×æņŗ£, ļČäļ¦É ņ×ģņ×ÉņØś ņÜ®ņ£Ą Ēøä ņØæĻ│ĀņåŹļÅäņŚÉ ļö░ļØ╝ ļ»ĖņäĖņĪ░ņ¦üņØ┤ Ļ▓░ņĀĢļÉśļ®░, ņØ┤ļĪ£ ņØĖĒĢ┤ ņĪ░ĒśĢņ▓┤ņØś ĒśĢņāü ļ░Å Ēü¼ĻĖ░ņŚÉ ļö░ļØ╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ņāüņØ┤ĒĢśĻ▓ī ļéśĒāĆļéĀ ņłś ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļČłĻĘĀņØ╝ĒĢ£ ņØæĻ│ĀņåŹļÅäņŚÉ ļö░ļźĖ ļ»ĖņäĖņĪ░ņ¦üņØś ņ░©ņØ┤ļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░Ćņן Ēü░ ņŗ£ĒÄĖņØĖ TA55D15ņÖĆ Ļ░Ćņן ņ×æņØĆ ņŗ£ĒÄĖņØĖ TA35D15ņØś ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśņŚ¼ ĻĘĖļ”╝ 4ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. Ļ░üĻ░ü ņŗ£ĒÄĖņØś ĒĢśļŗ©ļČĆņÖĆ ņāüļŗ©ļČĆļź╝ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝, TA35D15 ņŗ£ĒÄĖņØś P1, P2ņÖĆ TA55D15 ņŗ£ĒÄĖņØś P3, P4ņØś ļ¬©ļōĀ ļČĆļČäņŚÉņä£ ņäĖĒżņāü ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ(dendrite) ļ░Å ņłśņ¦Ć ņāüņĀĢ ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖĻ░Ć ļéśĒāĆļé¼ņ£╝ļ®░, ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖļŖö ņĀ£Ļ░üĻĖ░ ļŗżļźĖ ļ░®Ē¢źņ£╝ļĪ£ ņä▒ņןĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż[26]. ļśÉĒĢ£, ņÜ®ņ£Ą ĒÆĆ(molten pool)ņØä Ļ▓ĮĻ│äļĪ£ ņÜ®ņ£ĄĒÆĆļé┤ņŚÉņä£ ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖĻ░Ć ņä▒ņןĒĢśņśĆļŖöļŹ░, ņŗ£ĒÄĖņØś ņóģļźśņŚÉ ļö░ļźĖ ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖņØś ĒśĢĒā£ņÖĆ Ēü¼ĻĖ░ņØś ļÜ£ļĀĘĒĢ£ ņ░©ņØ┤ļŖö Ļ┤Ćņ░░ĒĢĀ ņłś ņŚåņŚłļŗż. ņØ┤ļŖö ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņäżĻ│äļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ļŗ©ņ£ä ņģĆņØś ļæÉĻ╗śĻ░Ć ņČ®ļČäĒ׳ ņ¢ćņĢä ņØæĻ│ĀĻ│╝ņĀĢņŚÉņä£ ņČ®ļČäĒĢ£ ņŚ┤ņĀäļŗ¼ņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ┤ ņØæĻ│ĀņĪ░Ļ▒┤ņØ┤ ņ£Āņé¼ĒĢśĻ▓ī ļéśĒāĆļé©ņ£╝ļĪ£ņŹ© ņŗ£ĒÄĖĒśĢĒā£ņŚÉ ļö░ļØ╝ ļ»ĖņäĖņĪ░ņ¦üņØś ņ░©ņØ┤ļŖö ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņĀ£ņ×æļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ļ»ĖņäĖņĪ░ņ¦üņØś ņ░©ņØ┤ņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØś ņśüĒ¢źņØĆ ļ»Ėļ»ĖĒĢĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ņĢĢņČĢĒŖ╣ņä▒ ņĀĢņØś
SLMĻ│ĄņĀĢņ£╝ļĪ£ ņĀ£ņ×æļÉ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ 3 mm/minņØś ņåŹļÅäļĪ£ ņĢĢņČĢņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŗżĒŚśņØś ņ×¼Ēśäņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ņØś ņŗ£ĒÄĖņØä Ļ░üĻ░ü 3Ļ░£ņö® ņĢĢņČĢ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ĒśĢņāüņŚÉ ļö░ļźĖ ņśüĒ¢źņØä ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ ņĪ░ĒśĢ Ēøä ļ│äļÅäņØś Ēøäņ▓śļ”¼ Ļ│ĄņĀĢņØä ņłśĒ¢ē ĒĢśņ¦Ć ņĢŖņØĆ ņŗ£ĒÄĖņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņĢĢņČĢņŗżĒŚśņØä ĒåĄĒĢ┤ ņ¢╗ņ¢┤ņ¦ä ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ┤ĆĻ│äļĪ£ļČĆĒä░ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ĻĖ░ņÜĖņ×äĻ░ü ļ░Å ņāüļīĆļ░ĆļÅäņŚÉ ļö░ļźĖ ņĢĢņČĢĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż.
ĻĘĖļ”╝ 5ļŖö Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢļ│ĆĒśĢņŗ£ ļéśĒāĆļéśļŖö ļīĆĒæ£ņĀüņØĖ ļæÉ Ļ░Ćņ¦Ć ņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż[10]. ĻĘĖļ”╝ 5 (a)ļŖö ļŗ©ņ£ä ņģĆ ĻĄ¼ņä▒ņÜöņåīĻ░Ć ļ╣äĻĄÉņĀü ĻĖĖĻ│Ā Ļ░ĆļŖö ĒśĢņāüņØś Ļ▓ĮņÜ░, ņĢĢņČĢĒĢśņżæņŚÉ ņØśĒĢ┤ ĻĄ¼ņä▒ņÜöņåīņØś ņåīņä▒ ņóīĻĄ┤ņŚÉ ņØśĒĢ┤ ļČĢĻ┤┤Ļ░Ć ņØ╝ņ¢┤ļéśļŖö ĒśĢĒā£ņØ┤Ļ│Ā, ĻĘĖļ”╝ 5 (b)ļŖö ļŗ©ņ£ä ņģĆ ĻĄ¼ņä▒ņÜöņåīĻ░Ć ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░, ņåīņä▒ĻĄĮĒלļ│ĆĒśĢņØ┤ ņŻ╝ļĪ£ ļ░£ņāØĒĢśļŖö Ļ▓ĮņÜ░ņØ┤ļŗż. ļæÉ Ļ▓ĮņÜ░ ļ¬©ļæÉ ņĢĢņČĢņØæļĀźņØĆ Ēāäņä▒ ņśüņŚŁ(ŌģĀ), Ēāäņåīņä▒ ļČĢĻ┤┤ ņśüņŚŁ(ŌģĪ), ņåīņä▒ ļČĢĻ┤┤ ļśÉļŖö ņØæļĀź ņĀĢņ▓┤ĻĖ░ ņśüņŚŁ(Ōģó), ņ╣śļ░ĆĒÖö ņśüņŚŁ(Ōģź)ņ£╝ļĪ£ ĻĄ¼ļČäļÉśņ¢┤ ņ¦äļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĻĘĖļ”╝ 5ņÖĆ Ļ░ÖņØĆ ņĢĢņČĢņØæļĀź-ļ│ĆĒśĢļźĀ Ļ│ĪņäĀņ£╝ļĪ£ļČĆĒä░ ļō▒Ļ░ĆĒāäņä▒Ļ│äņłś, ņŚÉļäłņ¦Ć ĒØĪņłśļ¤ē(energy absorption, EA), ĒÅēĻĘĀņØæļĀź(mean stress, Žām), ņ┤łĻĖ░Ēö╝Ēü¼ņØæļĀź(initial peak stress, Žāp)ņØä ĻĄ¼ĒĢśņŚ¼ Ļ░üĻ░üņØś Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. ļō▒Ļ░ĆĒāäņä▒Ļ│äņłśņØś Ļ▓ĮņÜ░, ļŗżĻ│ĄĻĄ¼ņĪ░ņåīņ×¼ņØś ņ┤łĻĖ░ņĢĢ ņČĢļ│ĆĒśĢņŗ£ ņŗ£ĒÄĖņØś ĒÅēĒāäĒÖö Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ļō▒Ļ░ĆĒāäņä▒Ļ│äņłś ņĀĆĒĢśļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņĢĢņČĢ ļ│ĆĒśĢļźĀ 0.005, 0.010, 0.020, 0.030, 0.040, 0.050, 0.150, 0.250, 0.350ņŚÉņä£ ņĀ£ĒĢś (unloading)-ņ×¼ļČĆĒĢś(reloading) Ļ│╝ņĀĢņØä ļ░śļ│ĄĒĢśņŚ¼ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢ©ņ£╝ļĪ£ņŹ© ļ│ĆĒśĢņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ļō▒Ļ░ĆĒāäņä▒Ļ│äņłśĻ░Ć ņØ╝ņĀĢĒĢ£ Ļ░ÆņØä ņ£Āņ¦ĆĒĢśļŗż ĻĄ¼ņä▒ņÜöņåīņØś ļČĢĻ┤┤ļĪ£ ņØĖĒĢ┤ Ļ░ÉņåīĒĢśĻĖ░ ņŗ£ņ×æĒĢśļŖö ņ¦üņĀä ĻĄ¼Ļ░äĻ╣īņ¦ĆņØś ĒÅēĻĘĀĻ░Æņ£╝ļĪ£ ĻĄ¼ĒĢśņśĆļŗż.
ņĢĢņČĢĒĢśņżæņØä ļ░øļŖö Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ĻĄ¼ņä▒ņÜöņåīņØś ļČĢĻ┤┤ ņØ┤Ēøä ļé┤ ļČĆĻĄ¼ņĪ░ņØś ņ╣śļ░ĆĒÖöļĪ£ ņØĖĒĢ┤ ĻĖēĻ▓®ĒĢ£ ņØæļĀź ņ”ØĻ░Ć ĒśäņāüņØä ļ│┤ņØ┤ļŖöļŹ░, ņŗØ(2)~(3)ņÖĆ Ļ░ÖņØ┤ ļ│ĆĒśĢņŚÉļäłņ¦ĆņØś ņ”ØĻ░Ćņ£©ņØä ļéśĒāĆļé┤ļŖö ņŚÉļäłņ¦Ć ĒØĪņłśĒÜ©ņ£© (╬Ę(╬Ą))ņØ┤ Ļ░ÉņåīĒĢśĻĖ░ ņŗ£ņ×æĒĢśļŖö ļ│ĆĒśĢļźĀņØä ņ╣śļ░ĆĒÖö ļ│ĆĒśĢļźĀ(╬ĄD)ļĪ£ ņĀĢņØśĒĢ©ņ£╝ļĪ£ņŹ© ĻĖēĻ▓®ĒĢ£ ņØæļĀź ņ”ØĻ░ĆĻ░Ć ļ░£ņāØĒĢśļŖö ņŗ£ņĀÉņØä ņĀĢņØśĒĢśņśĆļŗż. ļśÉĒĢ£, ņŗØ(4)~(5)ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ņ╣śļ░ĆĒÖö ļ│ĆĒśĢļźĀĻ╣īņ¦Ć ĒØĪņłśļÉ£ ļ│ĆĒśĢ ņŚÉļäłņ¦Ć ļ░Å ĒÅēĻĘĀņØæļĀźņØä ĻĄ¼ĒĢśņŚ¼ ļ╣äĻĄÉĒĢśņśĆļŗż.
3.2 ĻĖ░ņÜĖņ×äĻ░ü ļ░Å ņāüļīĆļ░ĆļÅä ņśüĒ¢ź
Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņŚÉ ņĢĢņČĢĒĢśņżæņØ┤ ņ×æņÜ®ĒĢĀ Ļ▓ĮņÜ░, ĻĄ¼ņĪ░ņ▓┤ļź╝ ĻĄ¼ņä▒ĒĢśļŖö ļŗ©ņ£ä ņģĆņØś ĻĄ¼ņä▒ņÜöņåīļĪ£ ņĢĢņČĢ ļ░Å ņĀäļŗ©ĒĢśņżæņØ┤ ņĀäļŗ¼ļÉśļ®░, ĻĖ░ņÜĖņ×äĻ░ü ļ░Å ļæÉĻ╗ś ļō▒ ļŗ©ņ£ä ņģĆņØś ĻĄ¼ņä▒ņÜöņåīņØś ĻĖ░ĒĢśĒĢÖņĀü ĒŖ╣ņä▒ņŚÉ ļö░ļØ╝ ņ×æņÜ® ņØæļĀźņØś Ēü¼ĻĖ░ ļ░Å ļ░®Ē¢źņØ┤ Ļ▓░ņĀĢļÉśļ®░, ņØ┤ļĪ£ ņØĖĒĢ┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▒░ņŗ£ņĀüņØĖ ņĢĢņČĢ Ļ▒░ļÅÖņØ┤ ļéśĒāĆļéśĻ▓ī ļÉ£ļŗż[12,25]. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņāüļīĆļ░ĆļÅä, ļŗ©ņ£ä ņģĆņØś ĒśĢņāü, ĻĄ¼ņä▒ņÜöņåīņØś ĻĖ░ņÜĖņ×äĻ░üņØä ņŻ╝ņÜö ņäżĻ│äļ│ĆņłśļĪ£ ņĀĢņØśĒĢśĻ│Ā, ņØ┤ņŚÉ ļīĆĒĢ£ ņśüĒ¢źņØä ļČäņäØĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
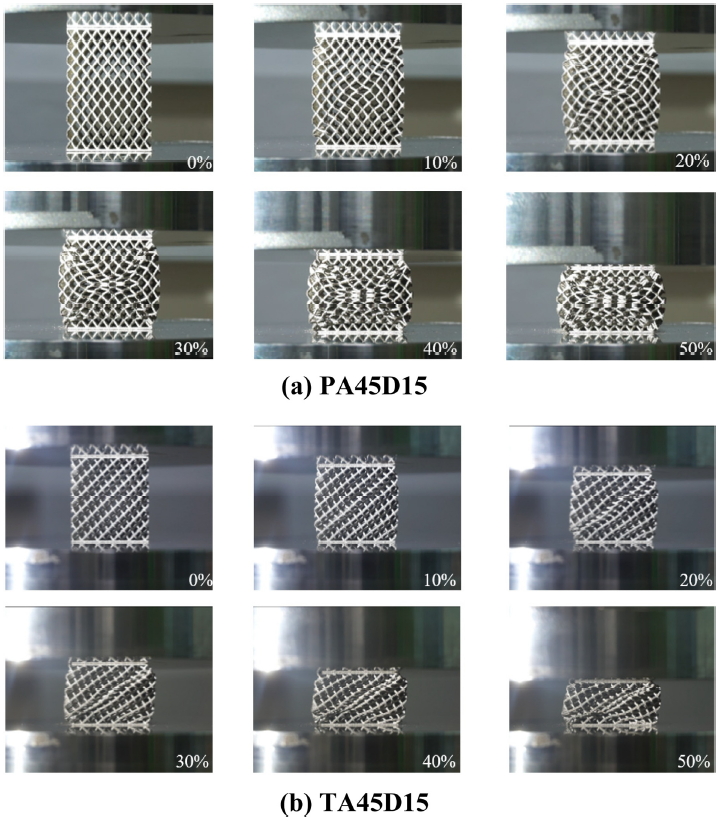
Ēö╝ļØ╝ļ»Ėļō£ņÖĆ ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢņŗżĒŚś Ļ▓░Ļ│╝ ņĢĢņČĢļ│ĆĒśĢņŚÉ ļö░ļźĖ ļ│ĆĒśĢ ĒśĢĒā£ļź╝ ĻĘĖļ”╝ 5ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ņ¢æņ¬Į ļīĆĻ░üņäĀ ļ░®Ē¢źņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ ļŗ©ņ£ä ņģĆļōżņØ┤ ļīĆņ╣ŁņĀüņ£╝ļĪ£ ļČĢĻ┤┤ļÉśļŖö ĒśĢĒā£ļź╝ ļ│┤ņØĖ ļ░śļ®┤, ĒģīĒŖĖļØ╝ ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ĒĢ£ņ¬Į ļīĆĻ░üņäĀ ļ░®Ē¢źņ£╝ļĪ£ ļ░░ņŚ┤ļÉ£ ļŗ©ņ£ä ņģĆļōżņØ┤ ļ╣äļīĆņ╣ŁņĀüņ£╝ļĪ£ ļČĢĻ┤┤ļÉśļŖö ĒśĢĒā£ļź╝ ļ│┤ņśĆļŗż.
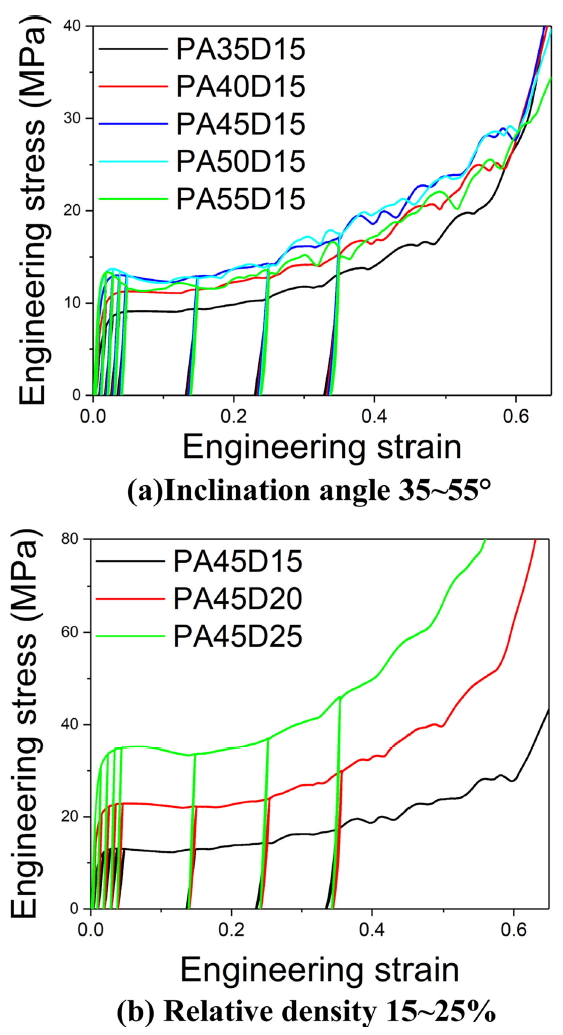
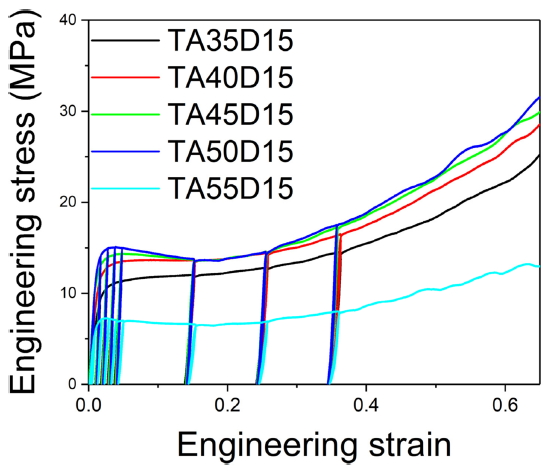
ĻĘĖļ”╝ 7~8ņØĆ ļæÉ Ļ░Ćņ¦Ć Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢņØæļĀź-ļ│ĆĒśĢļźĀ ņäĀļÅäļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŖöļŹ░ Ļ░üĻ░üņØś Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļōżņØĆ ĻĘĖļ”╝ 5ņØś ņØ╝ļ░śņĀüņØĖ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢĒŖ╣ņä▒Ļ│╝ ņ£Āņé¼ĒĢśĻ▓ī Ēāäņä▒ĻĄ¼Ļ░äļé┤ņŚÉņä£ ņäĀĒśĢņĀüņ£╝ļĪ£ ņØæļĀźņØ┤ ņ”ØĻ░ĆļÉ£ ņØ┤Ēøä, ņØ╝ņĀĢĻĄ¼Ļ░äņŚÉņä£ņØś ņØæļĀź ņĀĢņ▓┤ĻĄ¼Ļ░äņØ┤ ļ░£Ļ▓¼ļÉśņŚłņ£╝ļ®░ ņØ┤Ēøä, ļé┤ļČĆĻĄ¼ņĪ░ņØś ņ╣śļ░ĆĒÖöļĪ£ ņØĖĒĢ┤ ļČĢĻ┤┤ļÉ£ ļŗ©ņ£ä ņģĆ ĻĄ¼ņä▒ņÜöņåīĻ░äņØś ņĀæņ┤ēņ£╝ļĪ£ ņØæļĀźņØ┤ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ļśÉĒĢ£, Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ņÜöņåīņØś ĻĖ░ņÜĖņ×äĻ░üņØ┤ 45┬░ ņØ┤ņāüņØĖ Ļ▓ĮņÜ░ņŚÉņä£ļŖö ņ┤łĻĖ░ņØæļĀźĒö╝Ēü¼ĒśäņāüņØ┤ ĒÖĢņŚ░Ē׳ ļō£ļ¤¼ļéśļ®┤ņä£ ņÜöņåīņØś ņóīĻĄ┤ņŚÉ ņ¦Ćļ░░ņĀüņØĖ ņØæļĀźĻ│ĪņäĀĒśĢĒā£ļź╝ ļ│┤ņśĆņ£╝ļ®░, ĻĖ░ņÜĖņ×äĻ░üņØ┤ 35~40┬░ņØĖ Ļ▓ĮņÜ░ņŚÉņä£ļŖö ĻĄĮĒלņŚÉ ņ¦Ćļ░░ņĀüņØĖ ņØæļĀźĻ│ĪņäĀĒśĢĒā£ļź╝ ļ│┤ņśĆļŗż. ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ļśÉĒĢ£ ņ£Āņé¼ĒĢśĻ▓ī ĻĖ░ņÜĖņ×äĻ░ü 45┬░ ņØ┤ņāüņŚÉņä£ ņ¦Ćļ░░ņĀüņØĖ ļ│ĆĒśĢ ĒśĢĒā£Ļ░Ć ņóīĻĄ┤ ļ¬©ļō£ļĪ£ ļ│ĆĒÖöĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŖöļŹ░, ĒŖ╣Ē׳, ĻĖ░ņÜĖņ×äĻ░ü 55┬░ņŚÉņä£ļŖö ĻĖēĻ▓®ĒĢ£ ņØæļĀź Ļ░Éņåī ĒśäņāüņØ┤ ļéśĒāĆļé¼ļŗż.
ņĢĢņČĢņŗżĒŚśņ£╝ļĪ£ ņ¢╗ņ¢┤ņ¦ä ņĢĢņČĢņØæļĀź-ļ│ĆĒśĢļźĀ ņäĀļÅäļź╝ ņØ┤ņÜ®ĒĢśņŚ¼, ļō▒Ļ░ĆĒāäņä▒Ļ│äņłś, ņ┤łĻĖ░Ēö╝Ēü¼ņØæļĀź, ņŚÉļäłņ¦Ć ĒØĪņłśļ¤ē, ĒÅēĻĘĀņØæļĀźņØä ĻĄ¼ĒĢśņŚ¼ ĻĘĖļ”╝ 9~10ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż.
ĻĘĖļ”╝ 9ņÖĆ Ļ░ÖņØ┤ Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś Ļ▓ĮņÜ░, ļÅÖņØ╝ĒĢ£ ņāüļīĆļ░ĆļÅä 15%ņŚÉņä£ ĻĖ░ņÜĖņ×äĻ░üņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ Ēāäņä▒Ļ│äņłśļŖö ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆņ£╝ļéś, ņ┤łĻĖ░Ēö╝Ēü¼ņØæļĀź, ņŚÉļäłņ¦Ć ĒØĪņłśļ¤ē, ĒÅēĻĘĀ ņØæļĀźņØĆ 45~50┬░ņŚÉņä£ ņĄ£ļīōĻ░ÆņØä ļ│┤ņØĖĒøä Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ļśÉĒĢ£, ļÅÖņØ╝ĒĢ£ ĻĖ░ņÜĖņ×äĻ░ü 45┬░ņŚÉņä£ ņāüļīĆ ļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ļ¬©ļōĀ ņĢĢņČĢĒŖ╣ņä▒ņØ┤ ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ Ēāäņä▒ĻĄ¼ņĪ░ņ▓┤ļĪ£ ĒÖ£ņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĻĖ░ņÜĖņ×äĻ░üņØ┤ Ēü┤ņłśļĪØ ņ£Āļ”¼ĒĢśĻ│Ā, ņŚÉļäłņ¦Ć ĒØĪņłśņ▓┤ļĪ£ ĒÖ£ņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĄ£ņĀüņØś ĻĖ░ņÜĖņ×äĻ░üņØ┤ ņĪ┤ņ×¼ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
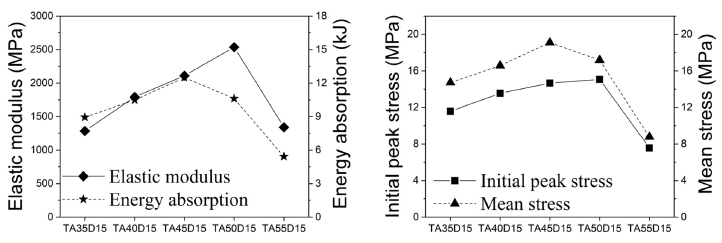
ĻĘĖļ”╝ 10ņØĆ ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ĻĖ░ņÜĖņ×äĻ░üņŚÉ ļö░ļźĖ ņĢĢņČĢĒŖ╣ņä▒ņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŖöļŹ░ Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņÖĆļŖö ļŗ¼ļ”¼ ļō▒Ļ░ĆĒāäņä▒Ļ│äņłś, ņ┤łĻĖ░Ēö╝Ēü¼ņØæļĀź, ņŚÉļäłņ¦Ć ĒØĪņłśļ¤ē, ĒÅēĻĘĀņØæļĀź ļ¬©ļæÉ ĻĖ░ņÜĖņ×äĻ░üņØ┤ ņ╗żņ¦ÉņŚÉ ļö░ļØ╝ ņ”ØĻ░ĆĒĢśļŗż, 45~50┬░ņŚÉņä£ ņĄ£ļīō Ļ░ÆņØä ļ│┤ņØĖ Ēøä ĻĖēĻ▓®Ē׳ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż. ņØ┤ļŖö ĻĘĖļ”╝ 5ņŚÉņä£ ļ│┤ņØĖ ļ░öņÖĆ Ļ░ÖņØ┤ ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ļ╣äļīĆņ╣ŁņĀü ņĢĢņČĢļ│ĆĒśĢĒŖ╣ņä▒ņŚÉ ĻĖ░ņØĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
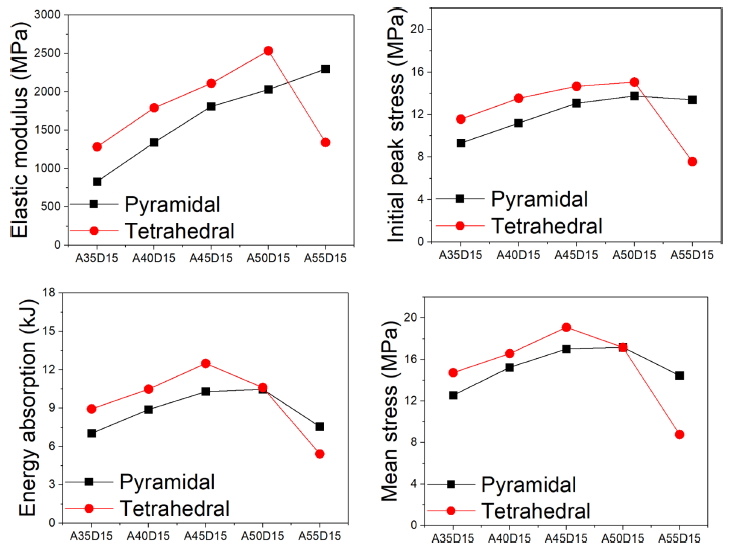
ĻĘĖļ”╝ 11ņØĆ Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņÖĆ ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢĒŖ╣ņä▒ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļÅÖņØ╝ĒĢ£ ņāüļīĆ ļ░ĆļÅä 15%ņŚÉņä£ ĻĖ░ņÜĖņ×äĻ░ü 50┬░Ļ╣īņ¦ĆļŖö ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢĒŖ╣ņä▒ņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņÜ░ņłśĒĢśņ¦Ćļ¦ī, ĻĖ░ņÜĖņ×äĻ░ü 55┬░ņŚÉņä£ļŖö ļ╣äļīĆņ╣ŁņĀüņØĖ ļ│ĆĒśĢ ĒśĢĒā£ļĪ£ ņØĖĒĢ┤ ĻĖēĻ▓®Ē׳ ņĀĆĒĢśļÉ©ņØä ņĢī ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ēö╝ļØ╝ļ»Ėļō£ ļŗ©ņ£ä ņģĆĻ│╝ ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ ļŗ©ņ£ä ņģĆļĪ£ ĻĄ¼ņä▒ļÉ£ 2ņóģņØś Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļź╝ ņäżĻ│äĒĢśĻ│Ā SLMĻ│ĄņĀĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, ņĢĢņČĢņŗżĒŚśņØä ĒåĄĒĢ┤ ļŗ©ņ£ä ņģĆņØś ĒśĢņāü ļ░Å ņäżĻ│äļ│ĆņłśĻ░Ć ņĢĢņČĢĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
(1) SLMĻ│ĄņĀĢņŚÉ ņØśĒĢ£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ ņĀ£ņ×æ ņŗ£ ļŗ©ņ£ä ņģĆ ĻĄ¼ņä▒ ņÜöņåīņØś Ēü¼ĻĖ░Ļ░Ć ņ×æņØä Ļ▓ĮņÜ░, ļ»ĖņÜ®ņ£ĄļÉ£ ļČäļ¦É ņ×ģņ×ÉļĪ£ ņØĖĒĢ┤ ņĀĢĒÖĢĒĢ£ ļŗ©ļ®┤ĒśĢņāüņØä ĻĄ¼ĒśäĒĢśĻĖ░Ļ░Ć ņ¢┤ļĀżņÜ░ļ®░, ņØ┤ļŖöņäżĻ│äņÖĆ ņĀ£ņ×æĒśĢ ņāüĻ░äņØś ņśżņ░©ļ░£ņāØņØś ņøÉņØĖņØ┤ ļÉ£ļŗż.
(2) ļ»ĖņäĖņĪ░ņ¦üļČäņäØ Ļ▓░Ļ│╝ ņłśņ¦ĆņāüņĀĢ ļ░Å ņäĖĒżņāü ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖĻ░Ć ļ®£ĒŖĖĒÆĆņØä Ļ▓ĮĻ│äļĪ£ ļéśĒāĆļéśļ®░ ļ»ĖņäĖņĪ░ņ¦üņŚÉ ļö░ļźĖ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ņ░©ņØ┤ļŖö ļ»Ėļ»ĖĒĢśļŗż.
(3) Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ļīĆņ╣ŁņĀü ĒśĢĒā£ņØś ņĢĢņČĢļ│ĆĒśĢ ĒśĢĒā£ļź╝ ļ│┤ņØ┤ļŖö ļ░śļ®┤, ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ļ╣äļīĆņ╣ŁņĀüņØĖ ņĢĢņČĢļ│ĆĒśĢ ĒśĢĒā£ļź╝ ļ│┤ņśĆļŗż.
(4) Ēö╝ļØ╝ļ»Ėļō£ ļ░Å ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ļÅÖņØ╝ĒĢ£ ņāüļīĆ ļ░ĆļÅäĒĢśņŚÉņä£ ĻĖ░ņÜĖņ×äĻ░ü 45~50┬░ņŚÉņä£ Ēāäņä▒Ļ│äņłś, ņ┤łĻĖ░Ēö╝Ēü¼ņØæļĀź, ņŚÉļäłņ¦Ć ĒØĪņłśļ¤ē, ĒÅēĻĘĀņØæļĀźņØ┤ ļ¬©ļæÉ ņÜ░ņłśĒĢ£ Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż.
(5) Ēö╝ļØ╝ļ»Ėļō£ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ļŖö ĻĖ░ņÜĖņ×äĻ░üņØ┤ ļÅÖņØ╝ĒĢĀ Ļ▓ĮņÜ░ ņāüļīĆļ░ĆļÅäĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņĢĢņČĢĒŖ╣ņä▒ļśÉĒĢ£ ņäĀĒśĢņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż.
(6) ļÅÖņØ╝ĒĢ£ ņāüļīĆļ░ĆļÅäĒĢśņŚÉņä£ ĻĖ░ņÜĖņ×äĻ░ü 50┬░ ņØ┤ļé┤ņŚÉņä£ļŖö ĒģīĒŖĖļØ╝ĒŚżļō£ļ¤┤ Ļ▓®ņ×ÉĻĄ¼ņĪ░ņ▓┤ņØś ņĢĢņČĢĒŖ╣ņä▒ņØ┤ ņÜ░ņłśĒĢśļ®░, ĻĖ░ņÜĖņ×äĻ░ü 55┬░ņŚÉņä£ļŖö ĻĖēĻ▓®Ē׳ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŗż.