



1. ņä£ ļĪĀ
4ņ░© ņé░ņŚģĒśüļ¬ģņØś ļŗżņ¢æĒĢ£ ņé░ņŚģļ░£ņĀäļČäņĢ╝ ņżæ ĒĢśņØ┤ļĖīļ”¼ļō£ ņĀäĻĖ░ņ×ÉļÅÖņ░©(HEV), ņ╣£ĒÖśĻ▓Į ņŚÉļäłņ¦Ćņé░ņŚģ, IT, ņ¦ĆļŖźĒśĢ ļĪ£ļ┤ćņé░ņŚģ ļō▒ņØś ļ░£ņĀäņŚÉ ļö░ļØ╝ ņØ┤ļōżņØś ĒĢĄņŗ¼ ļČĆĒÆłņØĖ ņØ┤ņ░©ņĀäņ¦Ć ņØīĻĘ╣ ņåīņ×¼ņØś ņä▒ļŖź Ē¢źņāüņØ┤ ņĀłņŗżĒ׳ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż [1]. ņØ┤ņ░©ņĀäņ¦ĆņØś ņØīĻĘ╣ņ×¼ļŻīļĪ£ ņé¼ņÜ®ļÉśļŖö ļÅÖļ░ĢņØĆ electromigration(EM)ņŚÉ ļīĆĒĢ£ ņÜ░ņłśĒĢ£ ņĀĆĒĢŁņä▒ ļ░Å ņŚ┤ ņĀäļÅäņä▒, ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņØś ņÜ░ņłśņä▒, ļé«ņØĆ ņĀäĻĖ░ ņĀĆĒĢŁ(1.67 ╬╝╬®-cm) ļō▒ņØś ņןņĀÉņ£╝ļĪ£ ņØĖĒĢśņŚ¼ ņé¼ņÜ®ņØ┤ ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ ņĀäĒĢ┤ļÅÖļ░ĢņØĆ ņĢĢņŚ░ļ░Ģ ļīĆļ╣ä ņé¼ņÜ®ņ▓śņŚÉ ļ¦×Ļ▓ī ļæÉĻ╗ś ļ░Å ĻĖĖņØ┤ ņĪ░ņĀłņØ┤ ņÜ®ņØ┤ĒĢśļ®░ ņāØņé░ĒĢĀ ņłś ņ׳ļŖö ĒÅŁņØ┤ ļäōņ¢┤ ņāüļīĆņĀüņ£╝ļĪ£ ņāØņé░ļ╣äņÜ®ņØ┤ ņĀüĻ▓ī ļōżņ¢┤ ļÅÖļ░Ģ ņāØņé░ ļ░®ņŗØņ£╝ļĪ£ ņĀüĒĢ®ĒĢśļŗż [2-6].
ņĀäĒĢ┤ļÅäĻĖłļ▓ĢņŚÉ ņŻ╝ļĪ£ ņØ┤ņÜ®ļÉśļŖö ļÅäĻĖłņÜĢ ņżæ ĒÖ®ņé░-ĒÖ®ņé░ĻĄ¼ļ”¼ ņĀäĒĢ┤ņĢĪņØĆ ļé«ņØĆ ļÅģņä▒, ļ╣äĻĄÉņĀü ļ╣ĀļźĖ ļÅäĻĖłņåŹļÅä, ļé«ņØĆ ņāØņé░ļ╣äņÜ®, ĻĘĖļ”¼Ļ│Ā ļÅäĻĖł Ēøä ļ░Ģļ¦ēņØś ņ£ĀņŚ░ņä▒ ļ░Å Ļ░ĢļÅä ĻĘĀņØ╝ņä▒ ļō▒ņØś ņןņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ ļÅÖļ░Ģ ņāØņé░ ļÅäĻĖłņÜĢņ£╝ļĪ£ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż [7-9]. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀäĒĢ┤ļÅÖļ░ĢņØś ņĀ£ņĪ░Ļ│ĄņĀĢņŚÉņä£ ņØīĻĘ╣ņ×¼ļŻīļĪ£ļŖö ĒāĆņØ┤ĒāĆļŖä ļō£ļ¤╝(Ti drum)ņØä ņØ┤ņÜ®ĒĢ£ļŗż. ĒāĆņØ┤ĒāĆļŖäņØĆ ļÅäĻĖł Ēøä ļ░Ģļ”¼ņĀ£ ņŚåņØ┤ ļ░Ģļ¦ēņØä ņēĮĻ▓ī ļ¢╝ņ¢┤ ļé╝ ņłś ņ׳Ļ│Ā ĒÖ®ņé░-ĒÖ®ņé░ĻĄ¼ļ”¼ ņĀäĒĢ┤ņĢĪ ļé┤ņŚÉņä£ ļČĆņŗØņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņä▒ņØ┤ Ēü¼ĻĖ░ņŚÉ ņé¼ņÜ® ĒøäņŚÉ ļ¦ÄņØĆ ņ▓śļ”¼ļź╝ ĒĢśņ¦Ć ņĢŖĻ│Ā ņ×¼ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŗżļŖö ņןņĀÉļōżņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ļÅäĻĖłĻ│ĄņĀĢņŚÉņä£ ļäÉļ”¼ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż [10]. ņĀäĒĢ┤ļÅäĻĖłļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļÅÖļ░Ģ ņĀ£ņĪ░ ņŗ£ Ēæ£ļ®┤ ĒśĢņāüĻ│╝ ĻĄ¼ņĪ░ ļ░Å ņĀäĻĖ░ņĀü ĒŖ╣ņä▒ņŚÉ ļ»Ėņ╣śļŖö ņØĖņ×ÉļĪ£ļŖö ņĀäĒĢ┤ņĢĪ ņł£ļÅä, ņĀäĻĘ╣ Ļ░äĻ▓®, ņ£ĀņåŹ, ļÅäĻĖłņĢĪņØś ņś©ļÅä, ņØīĻĘ╣ ņĀäņĢĢ, ĻĄÉļ░śņĪ░Ļ▒┤, ņĀäļźśĒīīĒśĢ, ņĀäļźśļ░ĆļÅä ļō▒ņØś ļŗżņ¢æĒĢ£ Ļ│ĄņĀĢļ│ĆņłśĻ░Ć ņ׳ņ£╝ļ®░, ņé¼ņÜ®ĒĢśļŖö ņåīņ×¼ņØś ņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņ£ĀĻĖ░ņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░Ćļź╝ ĒåĄĒĢ┤ ļÅÖļ░ĢņØś ĒŖ╣ņä▒ņØä ņĀ£ņ¢┤ĒĢśļŖö Ļ▓āņØ┤ Ļ░ĆļŖźĒĢśļŗż [6,11-15]. ļśÉĒĢ£ ņāØņé░ļ¤ē ņ”ØĻ░Ćļź╝ ņ£äĒĢśņŚ¼ Ļ│ĀņĀäļźśļ░ĆļÅäņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ņ▓©Ļ░ĆņĀ£ Ļ░£ļ░£ņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢ┤ņ¦ĆĻ│Ā ņ׳ļŗż. ņĀäĒĢ┤ņĢĪņŚÉ ņ▓©Ļ░ĆļÉ£ ppmļŗ©ņ£äņØś ņĀüņØĆņ¢æņØś ņ£ĀĻĖ░ ņ▓©Ļ░ĆņĀ£(ļČäņ×É)ļŖö ļåÆņØĆ Ē£śļÅäļź╝ Ļ░¢ļŖö ĻĘĀņØ╝ĒĢ£ ņĀäņ░®ņĖĄ ĒśĢņä▒ņØä ņ┤ēņ¦äņŗ£ĒéżĻ│Ā, ņĀäĒĢ┤ļÅÖļ░Ģ ĻĄ¼ņĪ░ ļ░Å ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż [16]. ĻĘĖļ¤¼ļéś ļåÆņØĆ ņĀäļźśļ░ĆļÅäņØś ņŚ░ņåŹ ņĀäĒĢ┤ļÅäĻĖł Ļ│ĄņĀĢņŚÉņä£ ņ▓©Ļ░ĆņĀ£ņŚÉ ņØśĒĢ£ ĻĄ¼ļ”¼ņØś ĒĢĄņāØņä▒ ļ░Å Ļ▓░ņĀĢņä▒ņןņØ┤ ņ¢┤ļ¢╗Ļ▓ī ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖöņ¦ĆņŚÉ ļīĆĒĢ£ ļ®öņ╗żļŗłņ”śņØĆ ņĢäņ¦ü ĻĘ£ļ¬ģļÉśņ¦Ć ņĢŖņØĆ ļČĆļČäņØ┤ ļ¦Äļŗż.
ņĀäĒĢ┤ļÅÖļ░Ģ ņĀ£ņĪ░ņĪ░Ļ▒┤ņŚÉņä£ ĻĄ¼ļ”¼ņØś ĒĢĄņāØņä▒Ļ│╝ Ļ▓░ņĀĢņä▒ņןņŚÉ ļīĆĒĢ£ ņłśĒ¢ēļÉ£ ņŚ░ĻĄ¼ņŚÉ ļīĆĒĢśņŚ¼ ņé┤ĒÄ┤ļ│┤ļ®┤, Dutra ļ░Å Leeļō▒ [17, 18]ņØĆ ņĀżļØ╝Ēŗ┤Ļ│╝ ņŚ╝ņåīņØ┤ņś©ņØä ņ▓©Ļ░ĆĒĢśņŚ¼ļÅä ĻĄ¼ļ”¼ņØś ĒĢĄņāØņä▒ ĻĖ░ĻĄ¼ņŚÉ ļ»Ėņ╣śļŖö ĒÜ©Ļ│╝ļŖö ļ»Ėļ╣äĒĢśņ¦Ćļ¦ī ņ▓©Ļ░ĆņĀ£ņÖĆ ĻĄÉļ░śņŚÉ ņØśĒĢ┤ņä£ ĻĄ¼ļ”¼Ļ▓░ņĀĢņØś ļ»ĖņäĖĻĄ¼ņĪ░ņÖĆ ĻĖ░Ļ│äņĀü ņä▒ņ¦ł, Ēæ£ļ®┤ļ░ĆļÅä ĻĘĖļ”¼Ļ│Ā Ļ▓░ņĀĢņä▒ņן ļ░®ņ£ä ļō▒ņØĆ ļ│ĆĒĢ£ļŗżĻ│Ā ļ│┤Ļ│ĀĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś Stantke [19]ņØś ņŗżĒŚśĻ▓░Ļ│╝ ņĀżļØ╝Ēŗ┤ņØĆ ņĀäĒĢ┤ņĢĪ ļé┤ņŚÉņä£ ņ┤łĻĖ░ņŚÉļŖö ņ¢ĄņĀ£ņĀ£ ņŚŁĒĢĀņØä ĒĢśņ¦Ćļ¦ī 10~50ļČäņØ┤ Ļ▓ĮĻ│╝ĒĢ£ ņØ┤ĒøäņŚÉļŖö ņØ┤ļ¤¼ĒĢ£ ļČäĻĘ╣ĒÜ©Ļ│╝Ļ░Ć ņāüļŗ╣Ē׳ Ļ░ÉņåīĒĢ£ļŗżĻ│Ā ĒĢśņśĆļŗż. Kim ļō▒ [4,20]ņØĆ ņĀżļØ╝Ēŗ┤Ļ│╝ ņŗĖņØ┤ņśżņÜöņåī(thiourea)ļŖö ĻĄ¼ļ”¼ ļ░Ģļ¦ēņØś Ēæ£ļ®┤ņĪ░ļÅä ļ░Å Ļ▒░ņ╣ĀĻĖ░ļź╝ Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ┤ ļ¬®ņĀü ļ░Å ĻĄ¼ļ”¼ļ░Ģļ¦ēņØś ļČĆņŗØļ░®ņ¦Ćļź╝ ņ£äĒĢ£ ņ▓©Ļ░ĆņĀ£ļĪ£ ņé¼ņÜ®ĒĢ£ļŗżĒĢśņśĆļŗż. Park ļō▒ [21,22]ņØĆ JGB(Janes Green B)ļŖö Cl- Ļ│╝ NH4+ļĪ£ ņØ┤ļŻ©ņ¢┤ņĀĖ ņ׳ņ£╝ļ®░, ĻĄ¼ļ”¼ ņĀäņ░®ļ¼╝Ļ│╝ NH4+ ņØ┤ņś©ņØĆ ļÅīņČ£ļČĆņŚÉ ņÜ░ņäĀņĀüņ£╝ļĪ£ ĒØĪņ░®ĒĢśņŚ¼ ļÅīņČ£ļČĆņŚÉņä£ņØś ĻĄ¼ļ”¼ņØ┤ņś©ņØś ņĀäņ░®ņØä ņ¢ĄņĀ£ĒĢśļŖö ļÅÖņŗ£ņŚÉ, ĒĢ©ļ¬░ļČĆņŚÉņä£ņØś ĻĄ¼ļ”¼ņØ┤ņś©ņØś ņĀäņ░®ņØä ņ£ĀļÅäĒĢśņŚ¼ ĒÅēĒāäĒĢ£ ĻĄ¼ļ”¼ ļÅäĻĖłņĖĄņØä ļ¦īļōĀļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņĀüņĀłĒĢ£ JGB ņ▓©Ļ░ĆņĀ£ņØś ņ▓©Ļ░ĆļŖö ĻĄ¼ļ”¼ ņĀäņ░®ņĖĄ Ēæ£ļ®┤ņØä ĒÅēĒāäĒĢśĻ▓ī ļ¦īļōż ņłś ņ׳ļŗżĒĢśņśĆļŗż. Cl- ņØĆ ĻĄ¼ļ”¼ ņĀäņ░®ņĖĄ Ēæ£ļ®┤ņŚÉ ĒØĪņ░®ĒĢśņŚ¼ ĻĄ¼ļ”¼ ņØ┤ņś©Ļ│╝ ņĀäņ░®ņĖĄ Ēæ£ļ®┤ņØś Ļ▒░ļ”¼ļź╝ ņżäņŚ¼ņŻ╝ļŖö Ļ░ĆĻĄÉ ņŚŁĒĢĀņØä ĒĢśļ®░ Cl- ņØś ĒØĪņ░®ņĖĄņØĆ ĻĄ¼ļ”¼ ĒÖśņøÉņżæ ņåŹļÅäĻ▓░ņĀĢļŗ©Ļ│äņØĖ Cu2+ ŌåÆ Cu+ ļ░śņØæņØś ņĀäĒĢśņĀäļŗ¼ ņåŹļÅäļź╝ ņ┤ēņ¦äĒĢśņŚ¼ ĻĄ¼ļ”¼ ĒÖśņøÉ ņåŹļÅäļź╝ Ļ░ĆņåŹĒĢ£ļŗż [23,24]. ļśÉĒĢ£ ņ£ĀĻĖ░ ņ▓©Ļ░ĆņĀ£ļź╝ ņŚ╝ĒÖöņØ┤ņś©Ļ│╝ ĒĢ©Ļ╗ś ņ▓©Ļ░ĆĒĢĀ Ļ▓ĮņÜ░, ņŚ╝ĒÖö ņØ┤ņś©ņØś ĒØĪņ░®ņĖĄņØĆ ņŗĖņØ┤ņśżņÜöņåī, PEG, SPS ļō▒ņØś ļŗżņ¢æĒĢ£ ņ▓©Ļ░ĆņĀ£ņÖĆ ļ│ĄĒĢ®ņ▓┤ļź╝ ĒśĢņä▒ĒĢśņŚ¼ ņ▓©Ļ░ĆņĀ£ņØś ĒØĪņ░®ņØä ļÅĢļŖöļŗżĒĢśņśĆļŗż [25-26]. ņ£ĀĻĖ░ņ▓©Ļ░ĆņĀ£ļŖö ņØ┤ļ»Ė ļÅäĻĖłņØś ņé░ņŚģĒÖöņÖĆ ļŹöļČłņ¢┤ Ēæ£ļ®┤ ļŗ©ņ░©ņÖĆ Ēæ£ļ®┤ ļäłņÜĖņØä Ļ░Éņåīņŗ£ņ╝£ ĒÅēĒāäĒĢ£ ļÅäĻĖłņĖĄņØä ĒśĢņä▒ĒĢśļÅäļĪØ ļÅäņÖĆņŻ╝ļŖö ĒÅēĒāäņĀ£(leveler), ņĀäņ░® ņåŹļÅäļź╝ ņ¢ĄņĀ£ĒĢśļŖö ņ¢ĄņĀ£ņĀ£(inhibiter, suppressor, carrier), ĻĄ¼ļ”¼ ņĀäņ░® ņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ░ĆņåŹņĀ£(accelerator, brightener) ļō▒ņ£╝ļĪ£ ņé¼ņÜ®ļÉśņ¢┤ ņÖöņ£╝ļéś, ļīĆļČĆļČä ĒśäņāüņĀü Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ Ļ▓ĮĒŚśņĀüņ£╝ļĪ£ ņĀüņÜ®ļÉśņŚłņ£╝ļ®░ ļÅäĻĖłņĢĪ ļé┤ņŚÉņä£ ņ£ĀļÅÖņŚÉ ņØśĒĢ£ ņ▓©Ļ░ĆņĀ£ņØś ĒØĪņ░® ļ░Å ņĀäĻĖ░ĒÖöĒĢÖņĀü ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ Ļ│Āņ░░ņØĆ ņāüļŗ╣Ē׳ ņĀ£ĒĢ£ņĀüņØ┤ļŗż. ļśÉĒĢ£ ļīĆļČĆļČäņØś ņŚ░ĻĄ¼ļōżņØĆ ņŗżņĀ£ ņĪ░ņŚģņĪ░Ļ▒┤Ļ│╝ļŖö ņ░©ņØ┤Ļ░Ć ņ׳ļŖö 10 ASD ņØ┤ĒĢśņØś ļé«ņØĆ ņĀłļźśļ░ĆļÅäņŚÉņä£ ņłśĒ¢ēļÉśņŚłņØä ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņ¢ĄņĀ£ņĀ£ņÖĆ ĒÅēĒāäņĀ£ņÖĆņØś ņĪ░ņä▒ļ╣äņŚÉ ļīĆĒĢ£ ņāüĻ┤ĆĻ┤ĆĻ│ä ļśÉĒĢ£ ĻĘ£ļ¬ģļÉśņ¦Ć ņĢŖņĢśļŗż. ņØ┤ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļåÆņØĆ ņĀäļźśļ░ĆļÅäņŚÉņä£ ņĮ£ļØ╝Ļ▓ÉĻ│╝ JGB ņ▓©Ļ░Ćļ¤ēņŚÉ ļö░ļźĖ ņ┤łĻĖ░ ļČäĻĘ╣ĒśäņāüĻ│╝ ņØ┤ļ¤¼ĒĢ£ ļČäĻĘ╣Ēśäņāüņ£╝ļĪ£ ņØĖĒĢ£ ņĀäņ░®ņĖĄņØś Ēæ£ļ®┤ ĒŖ╣ņä▒ ļ░Å ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØä ĒīīņĢģĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
ņĀäĒĢ┤ļÅÖļ░Ģ ņĀ£ņĪ░ļź╝ ņ£äĒĢśņŚ¼ ĒÖ®ņé░-ĒÖ®ņé░ĻĄ¼ļ”¼ ļÅäĻĖłņÜĢņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ļŗżņ¢æĒĢ£ ņ▓©Ļ░ĆņĀ£ ņżæ Ļ░ĆņåŹņĀ£ļĪ£ļŖö MPSA(3-mercapto-1-propane sulfonic acid)ņØä ĒÅēĒāäņĀ£ļŖö JGBļź╝ ĻĘĖļ”¼Ļ│Ā ņ¢ĄņĀ£ņĀ£ļŖö ņĮ£ļØ╝Ļ▓É(MW: 16,000~20,000)ņØä ņé¼ņÜ®ĒĢśņśĆļŗż(Ēæ£ 1). Ļ░£ļ│äņ▓©Ļ░ĆņĀ£ņŚÉ ļīĆĒĢ£ ņ▓©Ļ░Ćļ¤ē ĒģīņŖżĒŖĖļź╝ ņ¦äĒ¢ēĒĢ£ ņØ┤Ēøä ņ▓©Ļ░ĆņĀ£ļź╝ Ēś╝ĒĢ®ĒĢśņŚ¼ ĒģīņŖżĒŖĖļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņ¢æĻĘ╣ņ£╝ļĪ£ļŖö ļČłņÜ®ņä▒ ņ¢æĻĘ╣(IrO2/Ti)ņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņØīĻĘ╣ņ£╝ļĪ£ļŖö ĒāĆņØ┤ĒāĆļŖäĒīÉ(99.9%)ņØä #600 ~ #1500Ļ╣īņ¦Ć ņł£ņ░©ņĀüņ£╝ļĪ£ ņŚ░ļ¦łĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆļŗż. Ļ░£ļ│äņ▓©Ļ░ĆņĀ£ņØś ņ▓©Ļ░Ćļ¤ēņŚÉ ļö░ļźĖ ļČäĻĘ╣ņĀäņĢĢ ņĖĪņĀĢņØä ņ£äĒĢśņŚ¼ 1 cm2 Ēü¼ĻĖ░ņØś ņøÉĒśĢņØ┤ ļģĖņČ£ļÉśļÅäļĪØ ņØīĻĘ╣ņØä ņĀ£ņĪ░ĒĢśņśĆņ£╝ļ®░, ļ│ĄĒĢ®ņĀüņØĖ ņ▓©Ļ░ĆņĀ£ ņśüĒ¢ź ĒÅēĻ░Ćļź╝ ņ£äĒĢśņŚ¼ 50 mm ├Ś 150 mm Ēü¼ĻĖ░ņØś ĻĖ░ĒīÉņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņØīĻĘ╣Ļ│╝ ņ¢æĻĘ╣ņØś ĻĘ╣Ļ░äĻ▒░ļ”¼ļŖö 10 cmļĪ£ ņØ╝ņĀĢĒĢśĻ▓ī ņ£Āņ¦ĆĒĢśņśĆĻ│Ā ļÅäĻĖłņØ┤ ņ¦äĒ¢ēļÉśļŖö ļÅÖņĢł ļÅäĻĖłņĢĪ ņś©ļÅäļŖö 50 ┬░C(┬▒0.5 ┬░C)ļĪ£ ņ£Āņ¦ĆĒĢśņśĆļŗż. ņĀäļźśņØĖĻ░ĆļŖö ņĀĢņĀäļźś ļ¬©ļō£ ļ░®ņŗØņ£╝ļĪ£ 20 ASD(A/dm2)ļĪ£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ļ¼╝ņä▒ļČäņäØņØä ņ£äĒĢśņŚ¼ 12 ╬╝m ļæÉĻ╗śĻ░Ć ļÉśļÅäļĪØ ņĀäņ░®ņŗ£ņ╝░ļŗż. ļÅäĻĖłņĖĄņØś Ēæ£ļ®┤ĒśĢņāü Ļ┤Ćņ░░Ļ│╝ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŻ╝ņé¼ņĀäņ×ÉĒśäļ»ĖĻ▓Į(FESEM, SU-70, Hitachi, Japan), XņäĀ ĒÜīņĀłļČäņäØĻĖ░(Dmax III-A type, Rigaku Co., Japan)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ļśÉĒĢ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ņĖĪņĀĢņØä ņ£äĒĢśņŚ¼ IPC-TM-650 ĻĘ£Ļ▓®ņŚÉ ļ¦×Ļ▓ī ņĀäņ░®ņĖĄņØä ĒāĆņØ┤ĒāĆļŖä ĒīÉņ£╝ļĪ£ļČĆĒä░ ļČäļ”¼ĒĢśņŚ¼ 12.7 mm ├Ś 100 mm Ēü¼ĻĖ░ļĪ£ ņĀłļŗ©ĒĢśĻ│Ā, ņØĖņןņŗ£ĒŚśĻĖ░(AG-X, Shimadzu, Japan)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£©ņØä ņĖĪņĀĢĒĢśņśĆļŗż. ņØĖņןĻ░ĢļÅä ĒģīņŖżĒŖĖļŖö 6ĒÜīļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░ ņĖĪņĀĢĻ░ÆņØĆ Minitab ĒöäļĪ£ĻĘĖļשņØä ņé¼ņÜ®ĒĢśņŚ¼ ĒåĄĻ│ä ņ▓śļ”¼ĒĢśņśĆļŗż.
3. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 Ļ░£ļ│ä ņ▓©Ļ░ĆņĀ£ņØś ņ┤łĻĖ░ ņĀäņĢĢ
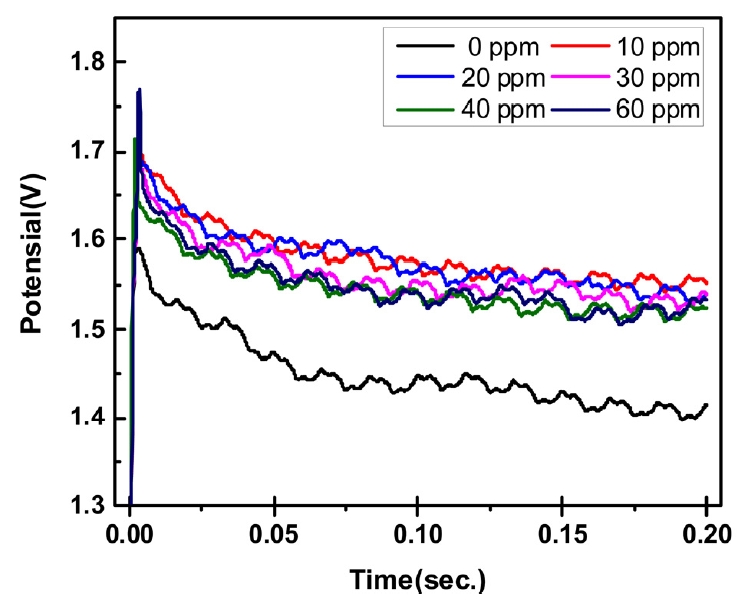
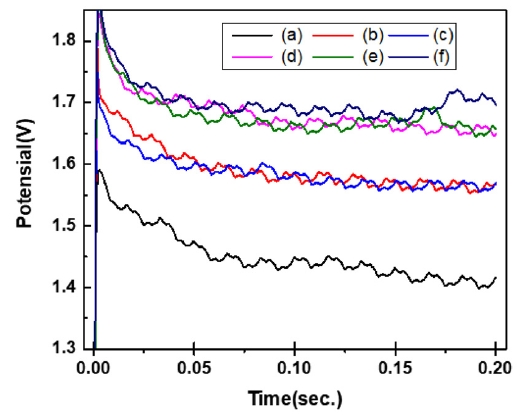
ĻĘĖļ”╝ 1ņØĆ ņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░ĆĒĢśņ¦Ć ņĢŖņØĆ ĒÖ®ņé░-ĒÖ®ņé░ĻĄ¼ļ”¼ ĻĖ░ļ│ĖņÜĢņŚÉ ņŚ╝ĒÖöņØ┤ņś©ņØä ļåŹļÅäļź╝ ļŗ¼ļ”¼ĒĢśņŚ¼ ņ┤łĻĖ░ 0.2ņ┤ł ņĀäĒĢ┤ļÅäĻĖłņØä ņ¦äĒ¢ēĒĢśļŖö ļÅÖņĢłņØś ņĀäņĢĢ ļ│ĆĒÖöļź╝ ļéśĒāĆļéĖ Ļ▓░Ļ│╝ņØ┤ļŗż. ņŚ╝ĒÖöņØ┤ņś©ņØś ņ▓©Ļ░Ćņŗ£ ņ▓©Ļ░ĆņĀ£ļź╝ Ēł¼ņŚ¼ĒĢśņ¦Ć ņĢŖņØĆ ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä ņĀäņĢĢņØĆ ņĀäļ░śņĀüņ£╝ļĪ£ ņāüņŖ╣ĒĢśņśĆļŗż. ņ▓©Ļ░Ć ļåŹļÅäļ│äļĪ£ļŖö ņ▓©Ļ░Ćļ¤ēņØ┤ 10 ppmņØĖ Ļ▓ĮņÜ░ņŚÉ Ļ░Ćņן ļåÆņØĆ ņĀäņĢĢņØä ļ│┤ņśĆĻ│Ā, ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņĀäņĢĢņØ┤ Ļ░ÉņåīĒĢśņŚ¼ 40 ppm ņØ┤ņāüņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņ£ĀņØśņ░©Ļ░Ć ņŚåņŚłļŗż. ņŚ╝ĒÖöņØ┤ņś©ņØĆ ĻĄ¼ļ”¼ ņĀäņ░®ņĖĄ Ēæ£ļ®┤ņŚÉ ĒØĪņ░®ĒĢśņŚ¼ ĻĄ¼ļ”¼ ņØ┤ņś©Ļ│╝ ņĀäņ░®ņĖĄ Ēæ£ļ®┤ņØś Ļ▒░ļ”¼ļź╝ ņżäņŚ¼ņŻ╝ļŖö Ļ░ĆĻĄÉ ņŚŁĒĢĀņØä ĒĢśĻĖ░ņŚÉ ņĀüņØĆ ļ¤ēņØĆ 10 ppm ņ▓©Ļ░Ćņŗ£ņŚÉļŖö Ēæ£ļ®┤ņØś ņØ╝ļČĆ ņśüņŚŁņŚÉņä£ ĻĄ¼ļ”¼ņØ┤ņś©Ļ│╝ Ļ▓░ĒĢ®ņØä ĒĢśļĀżĻ│ĀĒĢśĻĖ░ņŚÉ ņĀäņĢĢņØ┤ ņāüņŖ╣ĒĢśņśĆĻ│Ā, ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ĻĖ░ņ¦Ć Ēæ£ļ®┤ņØś ņŚ¼ļ¤¼ ņśüņŚŁņ£╝ļĪ£ ņŚ╝ĒÖöņØ┤ņś©ņØ┤ ļČäĒżļÉśņ¢┤ ĻĄ¼ļ”¼ņØ┤ņś©Ļ│╝ Ļ▓░ĒĢ®ĒĢśĻĖ░ņŚÉ ņĀäņĢĢņØ┤ ļé«ņĢäņ¦Ćļŗż 40 ppmņØ┤ņāüņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļŹö ņØ┤ņāü ļ│ĆĒÖöĻ░Ć Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
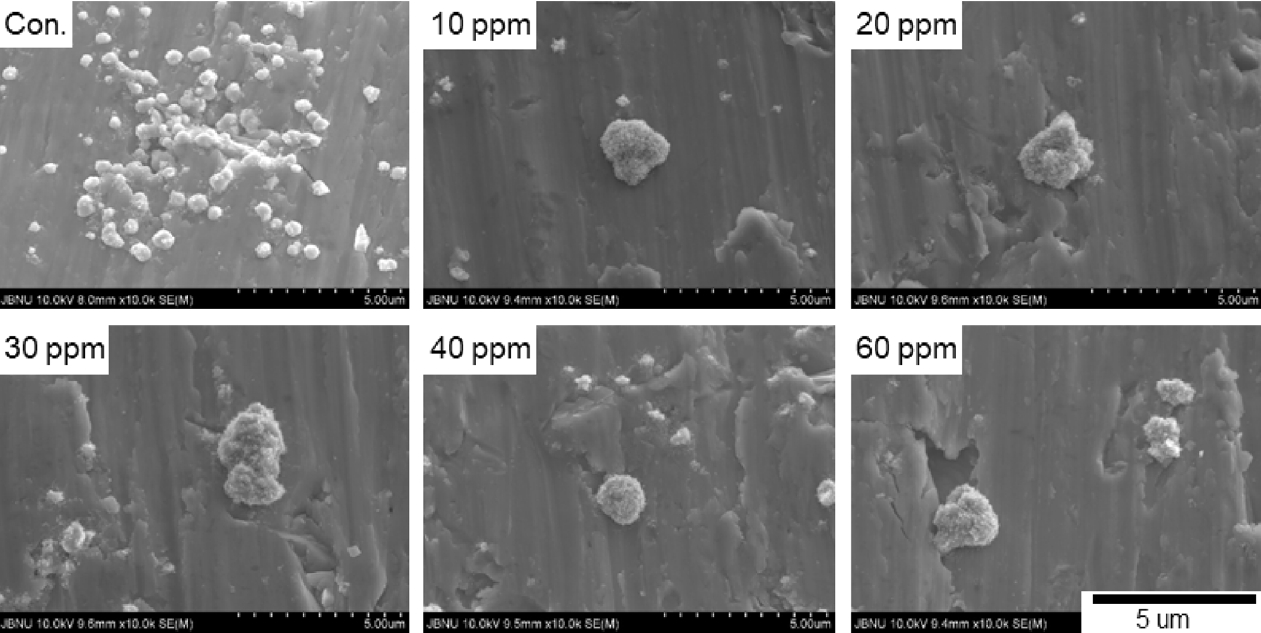
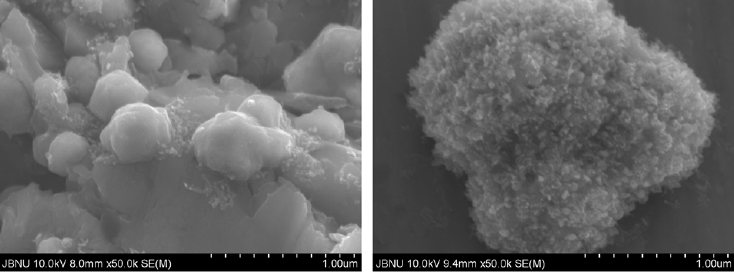
ĻĘĖļ”╝ 2ļŖö ņŚ╝ĒÖöņØ┤ņś©ņØś ņ▓©Ļ░Ćļ¤ēņØä ļŗ¼ļ”¼ĒĢśņŚ¼ 0.2ņ┤ł ļÅÖņĢł ļÅäĻĖłĒĢ£ Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņĢäļ¼┤ļ¤░ ņ▓©Ļ░ĆņĀ£ļź╝ ņČöĻ░ĆĒĢśņ¦Ć ņĢŖņØĆ ļ¼┤ņ▓śļ”¼ ĻĄ░ņØś Ļ▓ĮņÜ░ 1 ╬╝m ņØ┤ĒĢśņØś ĻĄ¼ĒśĢ Ļ▓░ņĀĢļōżņØ┤ Ēæ£ļ®┤ņŚÉ ĒśĢņä▒ļÉśĻ│Ā ņ׳ņ£╝ļ®░, ņŚ╝ĒÖöņØ┤ņś©ļīĆļ╣ä ĻĖ░ņ¦Ć Ēæ£ļ®┤ņŚÉ ļäōĻ▓ī ļČäĒżĒĢśņŚ¼ Ļ▓░ņĀĢņØ┤ ĒśĢņä▒ļÉśĻ│Ā ņ׳ļŗż. ņŚ╝ĒÖöņØ┤ņś©ņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņ▓┤ņĀüņ£╝ļĪ£ Ļ▓░ņĀĢļōżņØ┤ ņØæņ¦æĒĢ┤ņä£ ĒśĢņä▒ļÉśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ņ£╝ļ®░, Ēæ£ļ®┤ņŚÉ Ēü░ Ļ▓░ņĀĢņØ┤ ņĪ┤ņ×¼ĒĢśĻ│Ā ņŻ╝ļ│Ćņ£╝ļĪ£ ņ×æņØĆ Ļ▓░ņĀĢļōżņØ┤ ņāØņä▒ļÉśļŖö ĒśĢĒā£ļĪ£ Ļ▓░ņĀĢņØś Ēü¼ĻĖ░Ļ░Ć ĻĘĀņØ╝ĒĢśņ¦Ć ņĢŖļŖö ĒŖ╣ņä▒ņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ļśÉĒĢ£ Ļ▓░ņĀĢņØś Ēæ£ļ®┤ņØä ĒÖĢļīĆĒĢśņŚ¼ Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ļ¼┤ņ▓śļ”¼ ĻĄ░ņØś Ļ▓ĮņÜ░ ĻĄ¼ļ”¼ Ļ▓░ņĀĢņØś Ēæ£ļ®┤ņØ┤ ļ¦żļüäļ¤¼ņÜ┤ ļ░śļ®┤ ņŚ╝ĒÖöņØ┤ņś©ņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö Ēü░ Ļ▓░ņĀĢ Ēæ£ļ®┤ņŚÉ ņ×æņØĆ Ļ▓░ņĀĢļōżņØ┤ ļ¦ÄņØ┤ ļČÖņ¢┤ņ׳ļŖö ĒśĢĒā£ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż (ĻĘĖļ”╝ 3).
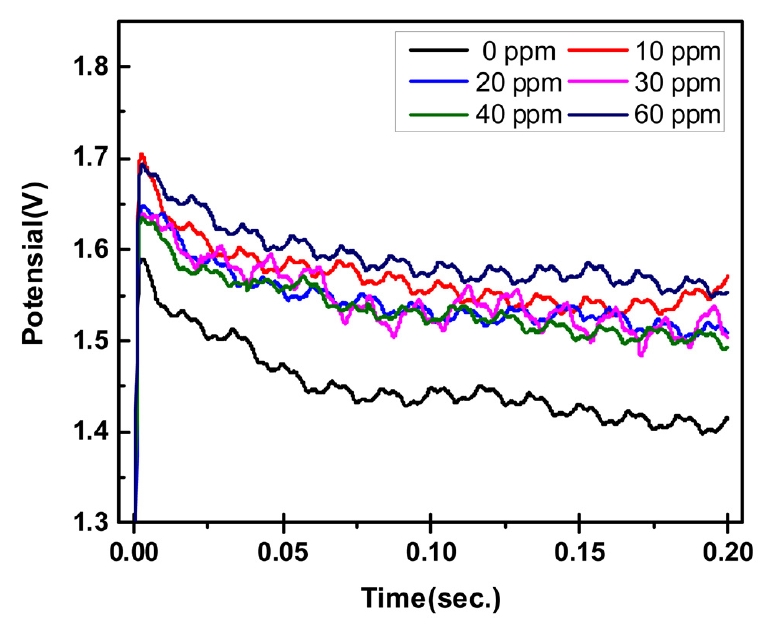
MPSAņ▓©Ļ░ĆņĀ£ņØś ņ▓©Ļ░Ćļ¤ēņØä ļŗ¼ļ”¼ĒĢśņŚ¼ ņ▓©Ļ░ĆĒĢśņŚ¼ 0.2ņ┤ł ļÅäĻĖłņŗ£Ļ░äļÅÖņĢłņØś ņĀäņĢĢņØś ļ│ĆĒÖöļź╝ ĻĘĖļ”╝ 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. MPSAņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ ļ¼┤ņ▓©ĻĄ░ ļīĆļ╣ä ņĀäļ░śņĀüņ£╝ļĪ£ ņĀäņĢĢņØ┤ ļåÆĻ▓ī ĒśĢņä▒ļÉśņŚłĻ│Ā MPSAņ▓©Ļ░Ćļ¤ēļ│äļĪ£ ņé┤ĒÄ┤ļ│┤ļ®┤, 10 ppm ņ▓©Ļ░Ć ņŗ£ ļåÆĻ▓ī ĒśĢņä▒ļÉśļŹś ņĀäņĢĢņØ┤ ņ▓©Ļ░Ćļ¤ēņØ┤ 40 ppmĻ╣īņ¦Ć ņä£ņä£Ē׳ Ļ░ÉņåīĒĢśļŗż 60 ppmņØś Ļ▓ĮņÜ░ņŚÉļŖö 10 ppmļ│┤ļŗż ļåÆņØĆ ņĀäņĢĢņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś MPSA 60 ppmņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ļź╝ ņĀ£ņÖĖĒĢśĻ│ĀļŖö ņŚ╝ĒÖöņØ┤ņś©ņØä ņ▓©Ļ░ĆĒĢśņśĆļŹś ņĪ░Ļ▒┤ļīĆļ╣ä ļé«ņØĆ ņĀäņĢĢņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. Ēæ£ļ®┤ņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ņØĖ ĻĘĖļ”╝ 5ļź╝ ļ│┤ļ®┤ ņ▓©Ļ░Ćļ¤ēņØ┤ 10 ppmļ│┤ļŗż ņ”ØĻ░ĆļÉśļ®┤ņä£ Ļ▓░ņĀĢņØ┤ ļŁēņ╣śļŖö ĒśäņāüņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░, Ēæ£ļ®┤ņŚÉņä£ ļ│äļ¬©ņ¢æņØś Ļ▓░ņĀĢļōżņØ┤ ĒśĢņä▒ļÉśĻ│Ā ņ׳ļŗż. MPSA 60 ppmņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ ĻĘĖļ”╝ 4ņŚÉņä£ ņĀäņĢĢņØ┤ ņ”ØĻ░ĆĒĢ£ ņøÉņØĖņ£╝ļĪ£ļŖö Ļ▓░ņĀĢļōżņØ┤ Ēæ£ļ®┤ņŚÉ Ļ│Āļź┤Ļ▓ī ĒśĢņä▒ļÉśņ¦Ć ļ¬╗ĒĢśĻ│Ā ņØ╝ļČĆņŚÉņä£ Ļ▓░ņĀĢņØ┤ Ēü¼Ļ▓ī ņä▒ņןĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĀäņĢĢņØ┤ ņ”ØĻ░ĆļÉ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż. ļśÉĒĢ£, ņŚ╝ĒÖöņØ┤ņś©Ļ│╝ MPSAļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ Ļ▓░ņĀĢņØ┤ Ēæ£ļ®┤ņŚÉ Ļ│Āļź┤Ļ▓ī ļČäĒżĒĢśļĀżļŖö Ļ▓ĮĒ¢ź ļ│┤ļŗżļŖö Ļ▓░ņĀĢĻ│╝ Ļ▓░ņĀĢņØ┤ ņä£ļĪ£ ņØæņ¦æĒĢśļĀżļŖö Ļ▓ĮĒ¢źņØ┤ Ļ░ĢĒĢ┤ņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
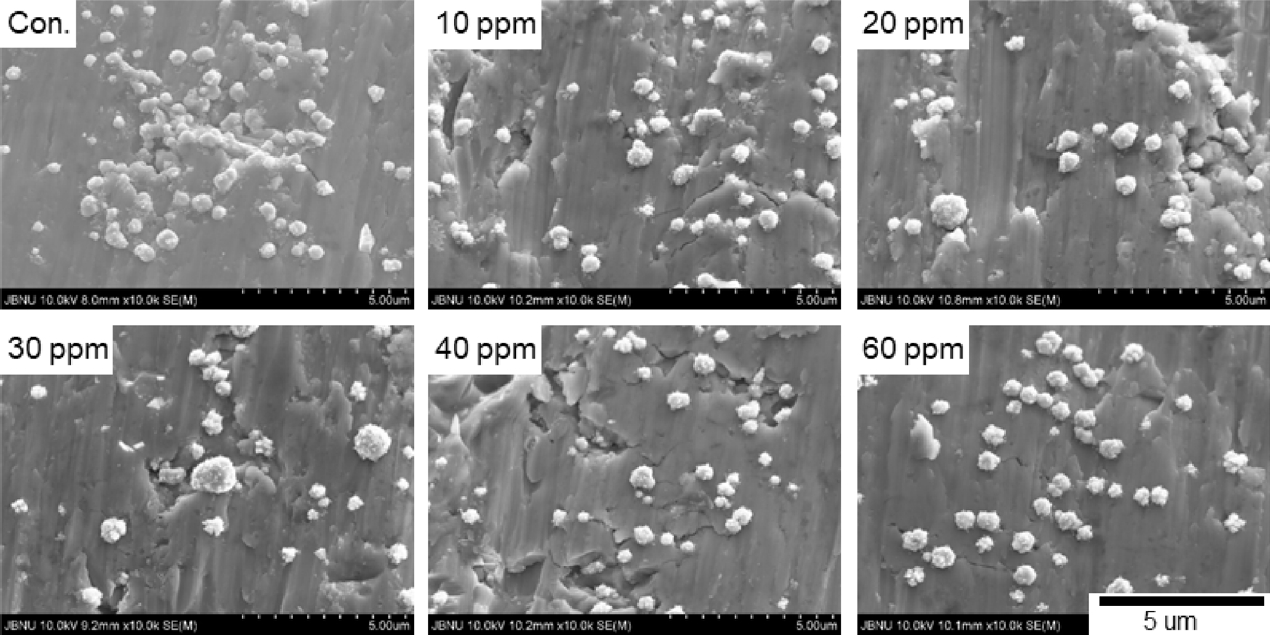
ņ¢ĄņĀ£ņĀ£ņØĖ ņĮ£ļØ╝Ļ▓ÉņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņØś ņĀäņĢĢņØä ĻĘĖļ”╝ 6ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ņĮ£ļØ╝Ļ▓ÉņØä 10 ppm ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä ņĀäņĢĢņØ┤ ļé«Ļ▓ī ĒśĢņä▒ņØ┤ ļÉśņŚłļŗż. ĻĘĖļ¤¼ļéś 20 ppm ņØ┤ņāüņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä ņĀäņĢĢņØ┤ ļåÆĻ▓ī ĒśĢņä▒ņØ┤ ļÉśņŚłĻ│Ā 30 ppmņŚÉņä£ ņĄ£ļīĆņ╣śļź╝ ļ│┤ņØ┤Ļ│Ā ņĀäņĢĢņØ┤ Ļ░ÉņåīĒĢśņśĆļŗż. ļśÉĒĢ£ ņĮ£ļØ╝Ļ▓ÉņØä 30 ppm ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņØś ļŗżļźĖ ņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░ĆĒĢśņŚ¼ ņŗżĒŚśĒĢ£ Ļ▓░Ļ│╝ņÖĆ ļ╣äĻĄÉ ņŗ£ Ļ░Ćņן ļåÆņØĆ ņĀäņĢĢņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ēæ£ļ®┤ņØś ĒśĢņāüņØä ĻĘĖļ”╝ 7ņŚÉņä£ ļ╣äĻĄÉ ņŗ£ ņĮ£ļØ╝Ļ▓ÉņØś ņ▓©Ļ░Ćļ¤ē 10~20 ppm ņØĖ Ļ▓ĮņÜ░ņŚÉļŖö ĻĄ¼ĒśĢ ĒśĢĒā£ņØś Ļ▓░ņĀĢļōżņØ┤ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśļéś, 30 ppm ņØ┤ņāüņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ļ▓░ņĀĢļōżņØ┤ ņØæņ¦æļÉśĻ│Ā Ļ▓░ņĀĢņ£äņŚÉ Ļ▓░ņĀĢņØ┤ ņä▒ņןĒĢśņŚ¼ ļ│äļ¬©ņ¢æņØś Ļ▓░ņĀĢņØ┤ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśĻ│Ā ņ׳ļŗż. ņĮ£ļØ╝Ļ▓ÉņØ┤ ĻĖ░ņ¦Ć Ēæ£ļ®┤ņŚÉ ĒØĪņ░®ļÉśņ¢┤ ĻĄ¼ļ”¼ ņØ┤ņś©ņØś ņØ┤ļÅÖņØä ņøÉĒÖ£ĒĢśņ¦Ć ļ¬╗ĒĢśĻ▓ī ĒĢśņŚ¼ Ļ▓░ņĀĢņ£äņŚÉ ļśÉ ļŗżļźĖ Ļ▓░ņĀĢļōżņØ┤ ņāØņä▒, ņä▒ņןĒĢśļŖö ĒśĢņāüņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░, ĻĄ¼ļ”¼ņØ┤ņś©ņØś ņØ┤ļÅÖņØä ņøÉĒÖ£ĒĢśņ¦Ć ļ¬╗ĒĢśĻ▓ī ĒĢśļŖö ņ×æņÜ®ņ£╝ļĪ£ ĻĘĖļ”╝ 6ņŚÉņä£ ļåÆņØĆ ņĀäņĢĢņØä ļéśĒāĆļéśĻ▓ī ĒĢśļŖö ņøÉņØĖņ£╝ļĪ£ ĒīīņĢģļÉ£ļŗż.
ĒÅēĒāäņĀ£ņØĖ JGB ņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ ļÅäĻĖłņÜĢņŚÉņä£ ļÅäĻĖłņØä ņ¦äĒ¢ēĒĢśļŖö ļÅÖņĢłņØś ņĀäņĢĢņØä ĻĘĖļ”╝ 8ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, JGB ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņĀäņĢĢņØ┤ ņāüņŖ╣ĒĢśļŗż 30 ppmņØĖ ņĪ░Ļ▒┤ņŚÉņä£ Ļ░Ćņן ļåÆņØĆ ņĀäņĢĢņØä ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░, ņØ┤Ēøä ņĀäņĢĢņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ņĢ×ņä£ ļŗżļźĖ ņ▓©Ļ░ĆņĀ£ņŚÉņä£ļÅä ņĢī ņłś ņ׳ļō»ņØ┤ ņĀäņĢĢņØ┤ ļåÆņØĆ Ļ▓ĮņÜ░ Ļ▓░ņĀĢļōżņØ┤ ņØæņ¦æĒĢśļŖö ĒśäņāüņØä ļ│┤ņØ┤Ļ│Ā ņ׳Ļ│Ā, JGB ņ▓©Ļ░ĆņĀ£ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņĢĢņØ┤ Ļ░Ćņן ļåÆņØĆ ņĪ░Ļ▒┤(30 ppm)ņŚÉņä£ Ļ▓░ņĀĢļōżņØ┤ ņØæņ¦æļÉśļŖö ĒśäņāüņØä Ļ┤Ćņ░░ ĒĢĀ ņłś ņ׳ļŗż(ĻĘĖļ”╝ 9). ļśÉĒĢ£ Ēü░ Ļ▓░ņĀĢņØś Ēæ£ļ®┤ņŚÉņä£ ļŗżņłśņØś ļ»ĖņäĖ Ļ▓░ņĀĢļōżņØ┤ ņāØņä▒ļÉśĻ│Ā ņä▒ņןņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. Ļ░£ļ│äņĀüņ£╝ļĪ£ ņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ ņ▓©Ļ░ĆņĀ£ ņóģļźśļ│ä ņ┤łĻĖ░ ņĀäņĢĢ ņ░©ņØ┤Ļ░Ć ņ׳ņ£╝ļ®░, ņ▓©Ļ░ĆņĀ£ļ│ä ņĄ£ļīĆ ņĀäņĢĢņŚÉ ļÅäļŗ¼ĒĢśļŖö ņ▓©Ļ░Ćļ¤ēņŚÉļÅä ņ░©ņØ┤ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś Ēæ£ļ®┤ņØ┤ ĻĘĀņØ╝ĒĢ£ ļÅäĻĖłņĖĄņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ░£ļ│ä ņ▓©Ļ░ĆņĀ£ļ¦īņ£╝ļĪ£ļŖö ņĀ£ņĪ░Ļ░Ć ņ¢┤ļĀĄĻĖ░ņŚÉ ņØ┤ļ¤¼ĒĢ£ ņ▓©Ļ░ĆņĀ£ņØś Ēś╝ĒĢ®ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņČöĻ░ĆņĀüņ£╝ļĪ£ ĒĢäņÜöĒĢśļŗż.
Ļ░£ļ│äņ▓©Ļ░ĆņĀ£ ĒģīņŖżĒŖĖ Ļ▓░Ļ│╝ņŚÉņä£ ņŚ╝ĒÖöņØ┤ņś©ņØĆ ņ▓©Ļ░Ćļ¤ēņŚÉ ļö░ļØ╝ ņĀäņĢĢņØ┤ ļ│ĆĒÖöĻ░Ć ņĀüņØĆ 40 ppmņØä ņäĀņĀĢĒĢśņśĆĻ│Ā, Ļ░ĆņåŹņĀ£ņØĖ MPSAņØś Ļ▓ĮņÜ░ ļÅäĻĖłņØ┤ ņ¦äĒ¢ēļÉśļ®┤ņä£ ļČäĒĢ┤Ļ░Ć ļÉśĻĖ░ņŚÉ ņĀäņĢĢ ļ│ĆĒÖöĻ░Ć ņĀüņØĆ 40 ppmņØä ņ¢ĄņĀ£ņĀ£ņØĖ ņĮ£ļØ╝Ļ▓ÉņØś Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņĢĢ ņāüņŖ╣ĒÅŁņØ┤ ĻĖēĻ▓®Ē׳ ļ│ĆĒÖöĒĢśņśĆļŹś 20 ppm, 30 ppmņØä ņäĀņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£ ĒÅēĒāäņĀ£ņØĖ JGBņØĆ ņØæņ¦æĒśäņāüņØ┤ ļŗżņåī ņĀüņØĆ 10 ppmņØä ņäĀņĀĢĒĢśņśĆļŗż. Ēæ£ 2ļŖö ļ│ĄĒĢ®ņ▓©Ļ░ĆņĀ£ņØś ņĪ░Ļ▒┤Ļ│╝ 0.2ņ┤łĻ░ä ļÅäĻĖłņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö Ļ│╝ņĀĢņŚÉņä£ņØś ņĀäņĢĢņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż.
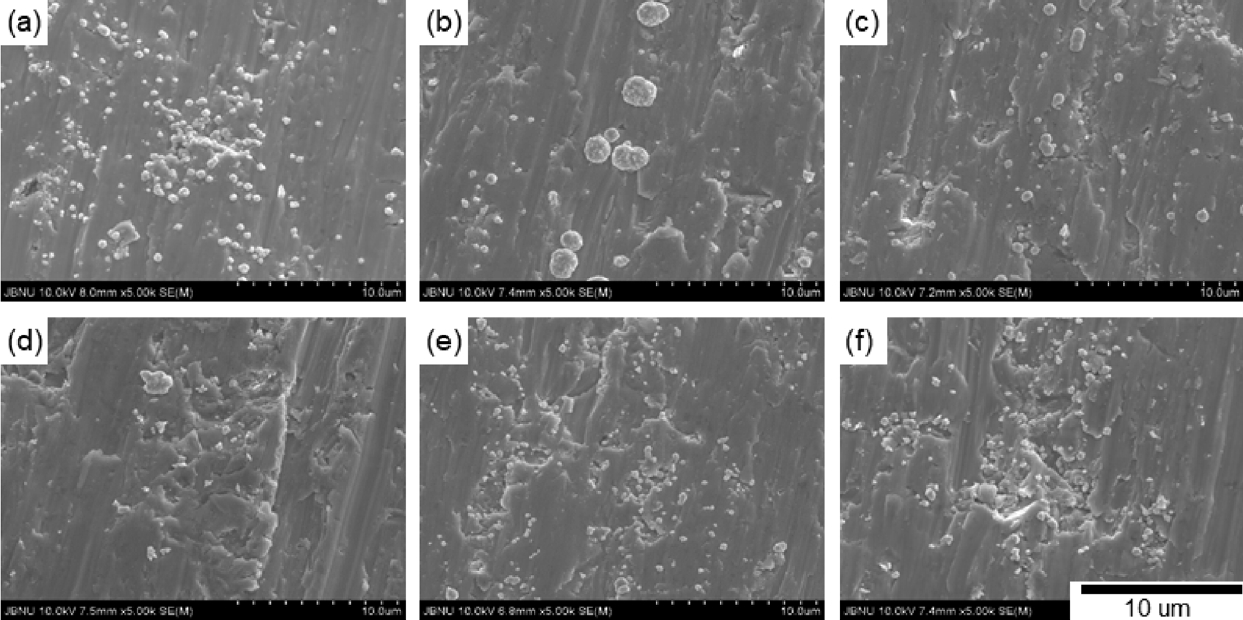
Ēæ£ 2ņŚÉņä£ņØś ņ┤łĻĖ░ ņĀäņĢĢņØĆ(0.07~0.12ņ┤ł ĻĄ¼Ļ░äņØś ņĀäņĢĢ ĒÅēĻĘĀ) ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä ņŚ╝ĒÖöņØ┤ņś©Ļ│╝ Ļ░ĆņåŹņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ (b)ĻĄ░ņØś Ļ▓ĮņÜ░ ņĀäņĢĢņØ┤ ņĢĮ 11 % ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░, ņŚ¼ĻĖ░ņŚÉ ņČöĻ░ĆļĪ£ ņ¢ĄņĀ£ņĀ£ņØĖ ņĮ£ļØ╝Ļ▓ÉņØä 20 ppm ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņĢĢ ļ│ĆĒÖöĻ░Ć ļ»Ėļ»ĖĒĢśņśĆņ£╝ļéś 30 ppmņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ļ¼┤ņ▓©Ļ░Ć ļīĆļ╣ä ņĢĮ 17% ņ”ØĻ░ĆļĪ£ ņ”ØĻ░ĆĒÅŁņØ┤ ļ¦żņÜ░ Ēü¼Ļ▓ī ļéśĒāĆļéśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņĀäņĢĢ ņāüņŖ╣ ĒÜ©Ļ│╝ļŖö ĒÅēĒāäņĀ£ņØĖ JGB ņ▓©Ļ░ĆņĀ£ļź╝ 10 ppm ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉ ņĄ£ļīĆņ╣śļĪ£ ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä ņĢĮ 21% ņĀäņĢĢ ņāüņŖ╣ņØ┤ ļéśĒāĆļé¼ļŗż. ĻĘĖļ”╝ 10ņØĆ 0.2ņ┤łĻ░ä ļÅäĻĖłĒĢ£ Ēæ£ļ®┤ņØś Ļ▓░ņĀĢ ĒśĢņāüņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä ņŚ╝ĒÖöņØ┤ņś©Ļ│╝ MPSAļź╝ ļ│ĄĒĢ®ņĀüņ£╝ļĪ£ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ Ļ▓░ņĀĢ Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļ®░ 1 ╬╝m ņØ┤ņāüņØś Ļ▓░ņĀĢĻ│╝ 2 ╬╝m ņØ┤ņāüņØś Ļ▓░ņĀĢņØ┤ Ēæ£ļ®┤ņŚÉ ļČäĒżĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņ¢ĄņĀ£ņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ (c), (d)ņŚÉņä£ Ļ▓░ņĀĢņØ┤ Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░ņĀĢņØś Ēü¼ĻĖ░ Ļ░ÉņåīļŖö ĒÅēĒāäņĀ£ JGBļź╝ ņ▓©Ļ░ĆĒĢ£ (e), (f)ĻĄ░ņŚÉņä£ļÅä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ ņ┤łĻĖ░ņØś Ļ▓░ņĀĢļ”ĮņØś Ļ░ÉņåīļŖö Ē¢źĒøä ļ¼╝ņä▒ņŚÉņä£ ņśüĒ¢źņØ┤ ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
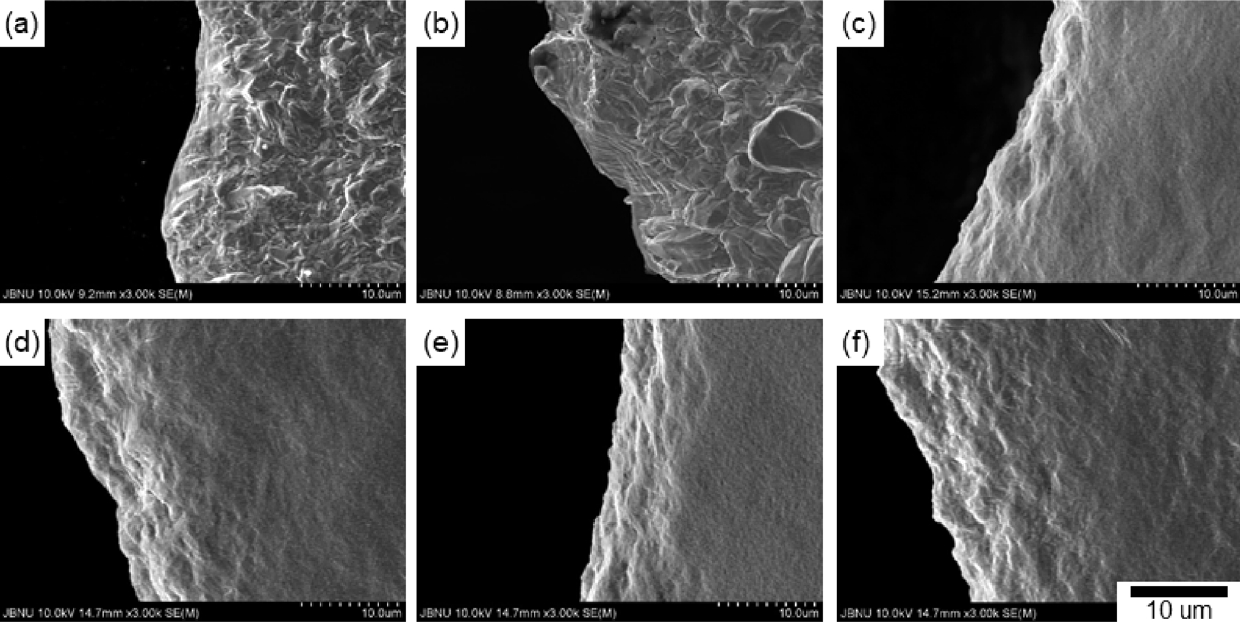
12 ╬╝m ļæÉĻ╗śņØś ļÅäĻĖł Ēæ£ļ®┤ņĖĄņØś ĒśĢņāüņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 11ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņ┤łĻĖ░ ĒĢĄņāØņä▒Ļ│╝ņĀĢņŚÉņä£ ļ│┤ļ®┤ Ēæ£ļ®┤ņŚÉ Ļ▓░ņĀĢņØś Ēü¼ĻĖ░Ļ░Ć Ēü¼Ļ▓ī ņĪ┤ņ×¼ĒĢśņśĆļŹś (b)ĻĄ░ņŚÉņä£ Ēæ£ļ®┤ņŚÉ 1 ╬╝m ņØ┤ņāüņØś Ēü░ Ļ▓░ņĀĢļōżņØ┤ ņĪ┤ņ×¼ĒĢśņśĆĻ│Ā, ļ¼┤ņ▓©Ļ░ĆĻĄ░ (a)ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ēæ£ļ®┤ņŚÉ (b)ņĪ░Ļ▒┤ļ│┤ļŗżļŖö ņ×æņ£╝ļéś ņĀĆļ░░ņ£©(1,000ļ░░)ņŚÉņä£ļÅä Ļ┤Ćņ░░ņØ┤ ļÉĀ ņĀĢļÅäņØś Ļ▓░ņĀĢņØ┤ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢ©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ņ¢ĄņĀ£ņĀ£ļź╝ ņČöĻ░ĆĒĢ£ (c), (d)ĻĄ░ņŚÉņä£ļŖö Ēæ£ļ®┤ņØś Ļ▓░ņĀĢņØ┤ ĒÖĢņØĖļÉśņ¦ĆļŖö ņĢŖņĢśņ£╝ļéś, Ēæ£ļ®┤ņØ┤ ĒÅēĒāäĒĢśņ¦Ć ņĢŖĻ│Ā Ļ│©ņØ┤ ņĪ┤ņ×¼ĒĢśņśĆļŗż. ĒÅēĒāäņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ ņØ┤ļ¤¼ĒĢ£ Ļ│©ņØĆ ņżäņ¢┤ļōżĻ│Ā ĒÅēĒāäĒĢ£ ļÅäĻĖł ņĖĄņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ļö░ļØ╝ņä£ ĒÅēĒāäĒĢ£ ļÅäĻĖłņØä ņ¢╗Ļ│Āņ×É ĒĢ£ļŗżļ®┤ ĒÅēĒāäņĀ£ ņ▓©Ļ░ĆĻ░Ć ĒĢäņÜöĒĢ©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ēæ£ļ®┤ņĖĄņØś ĒśĢņāüĻ│╝ Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░ļŖö ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉļÅä ņśüĒ¢źņØä ļ»Ėņ╣Ā Ļ▓āņØ┤ļŗż.
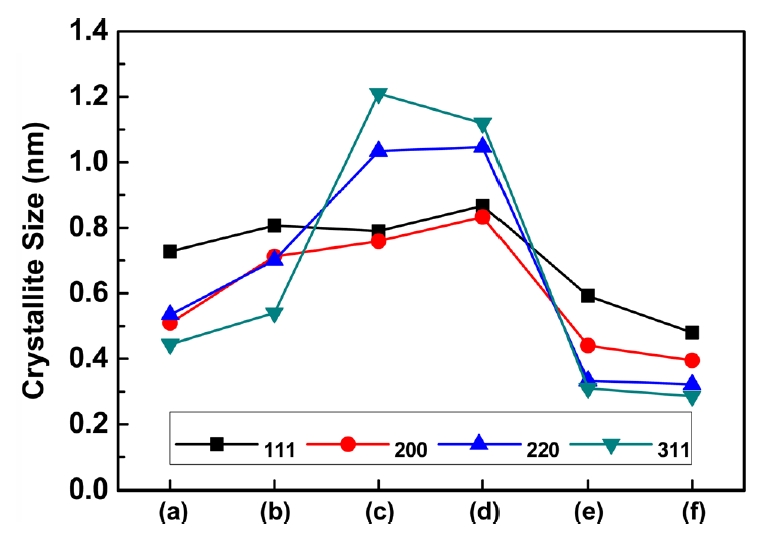
Ļ▓░ņĀĢņØś Ēü¼ĻĖ░ļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ XRDļČäņäØ ņןļ╣äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝ļź╝ ScherrerņŗØņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŖö ņŗØ (1)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ĻĄ¼ĒĢśņśĆĻ│Ā [31,32], ņØ┤ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 12ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŚ¼ĻĖ░ņä£ ╬╗ļŖö XRD ņןļ╣äņØś ĻĄ¼ļ”¼ ĒāĆĻ▓¤ Ēīīņן 0.154056 nm, BļŖö ņŗ£ĒÄĖņŚÉņä£ Ļ░üĻ░ü ņĖĪņĀĢĒĢ£ ļ░śĻ░ĆĒÅŁ, ╬ĖļŖö ĒÜīņĀłĒö╝Ēü¼ņØś ņ£äņ╣śņØś 2╬ĖņØś ļ░śņĀłņØĖ Ļ░ÆņØ┤ļŗż.
ņ▓©Ļ░ĆņĀ£ļź╝ ņ▓©Ļ░ĆĒĢśņ¦Ć ņĢŖņØĆ (a)ĻĄ░ ļīĆļ╣ä Ļ░ĆņåŹņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ļ░®ņ£äļ│ä 10.8~40.0% ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ņ¢ĄņĀ£ņĀ£ļź╝ 20 ppm ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ Ļ▓░ņĀĢļ░®ņ£äļ│ä Ļ░Ćņן Ēü░ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░, ļ¼┤ņ▓©Ļ░Ć (a)ĻĄ░ ļīĆļ╣ä (111)ļ░®ņ£äļŖö 8.5%, (311)ļ░®ņ£äļŖö 172% Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ ņ”ØĻ░ĆĻ░Ć ņ׳ņŚłļŗż. ņśżĒ׳ļĀż ņ¢ĄņĀ£ņĀ£ 30 ppmņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ 20 ppmņØä ņ▓©Ļ░ĆĒĢ£ (c)ņĪ░Ļ▒┤ļ│┤ļŗż Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ĒÅēĒāäņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņØ┤ļ¤¼ĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć Ēü¼Ļ▓ī Ļ░ÉņåīĒĢśņŚ¼ ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣ä Ļ▓░ņĀĢļ░®ņ£äļ│ä 13.5~39.8%Ļ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ņØ┤ļ¤¼ĒĢ£ ĒśäņāüņØĆ ĒÅēĒāäņĀ£ļŖö ņ¢ĄņĀ£ņĀ£ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļÅäĻĖłņØä ņ¢ĄņĀ£ĒĢśĻĖ░ ņ£äĒĢ┤ ļÅäĻĖł Ēæ£ļ®┤ņŚÉ ĒØĪņ░®ĒĢśĻ▓ī ļÉśĻ│Ā, ĒÅēĒāäņĀ£ņØś ĒØĪņ░®ļŖźļĀźņØ┤ ņ¢ĄņĀ£ņĀ£, ņ┤ēņ¦äņĀ£ļ│┤ļŗż Ļ░ĢĒĢśĻĖ░ņŚÉ ļÅäĻĖłņĖĄņØś ņä▒ņןņØä ņ¢ĄņĀ£ĒĢśņŚ¼ Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░ļź╝ Ļ░Éņåīņŗ£Ēé©ļŗż [11,27-30]. ļśÉĒĢ£ Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░ ļ│ĆĒÖöļŖö ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉļÅä ņśüĒ¢źņØä ļ»Ėņ╣śĻĖ░ņŚÉ ņØ┤ļ¤¼ĒĢ£ ĒŖ╣ņä▒ņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 13ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
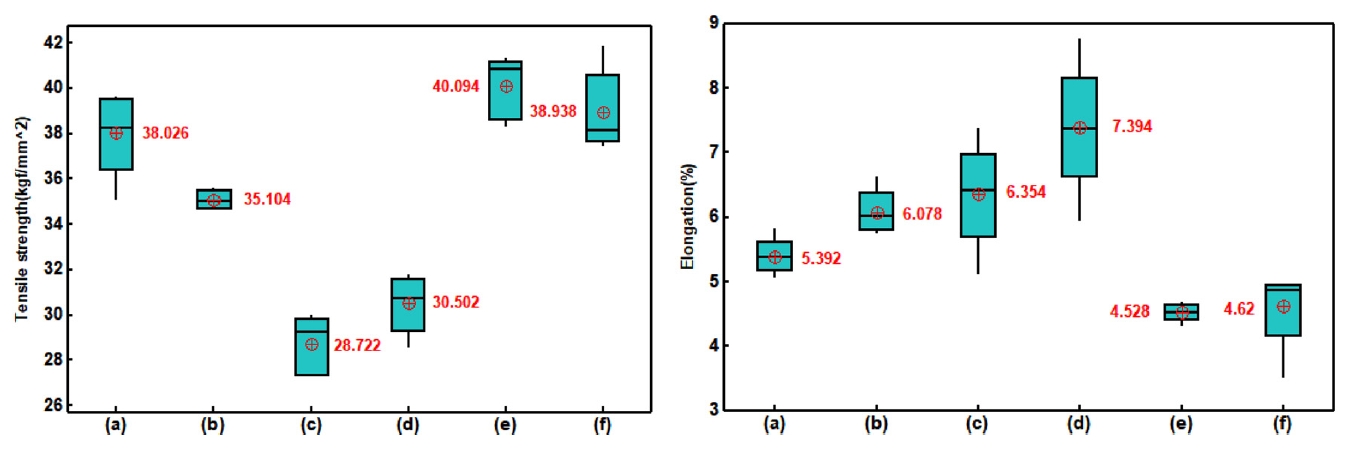
ņ¢ĄņĀ£ņĀ£ļź╝ ņČöĻ░ĆĒĢśņŚ¼ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢśņśĆļŹś (c), (d)ĻĄ░ņŚÉņä£ ņØĖņןĻ░ĢļÅäĻ░Ć Ļ░Ćņן ļé«Ļ│Ā ņŚ░ņŗĀņ£©ņØĆ ļåÆĻ▓ī ļéśņÖöļŗż. ņ¢ĄņĀ£ņĀ£ņ▓©Ļ░Ćļ¤ēņŚÉ ņØśĒĢ£ ņśüĒ¢źņØĆ p-value Ļ░ÆņØ┤ 0.059ļĪ£ ņ£ĀņØśņ░© ņŚ¼ļČĆļź╝ ĒīÉļŗ©ĒĢśĻĖ░ņŚÉļŖö ļ¬©ĒśĖĒĢśļéś ņŚ░ņŗĀņ£©ņØś Ļ▓ĮņÜ░ņŚÉļŖö p-value Ļ░ÆņØ┤ 0.108ļĪ£ ņ£ĀņØśĒĢ£ ņ░©ņØ┤Ļ░Ć ņŚåņŚłļŗż. ĒÅēĒāäņĀ£ļź╝ ļ│ĄĒĢ®ņĀüņ£╝ļĪ£ ņ▓©Ļ░ĆĒĢ£ (d), (f)ĻĄ░ņØś Ļ▓ĮņÜ░ Ļ▓░ņĀĢļ”ĮņØś Ļ░ÉņåīļĪ£ ļ¼┤ņ▓©Ļ░ĆĻĄ░ ļīĆļ╣äņłśņ╣śņāüņ£╝ļĪ£ ņØĖņןĻ░ĢļÅäĻ░Ć ņ”ØĻ░ĆĒĢśņśĆņ£╝ļéś, p-valueĻ░ÆņØĆ 0.283ņ£╝ļĪ£ ņ£ĀņØśĒĢ£ ņ░©ņØ┤ļŖö ņŚåņŚłļŗż. ĻĘĖļ¤¼ļéś ņŚ░ņŗĀņ£©ņØĆ Ļ░ÉņåīĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż(p-value: 0.006). ļśÉĒĢ£ ņ¢ĄņĀ£ņĀ£ļź╝ ņ▓©Ļ░ĆĒĢśņśĆļŹś(c), (d)ĻĄ░Ļ│╝ ļ╣äĻĄÉņŗ£ ņØĖņןĻ░ĢļÅäļŖö 27.6~39.6% ņ”ØĻ░ĆĒĢśņśĆĻ│Ā, ņŚ░ņŗĀņ£©ņØĆ 28.7~37.5% Ļ░ÉņåīĒĢśņśĆļŗż. ļÅäĻĖłņĖĄņØś Ēīīļŗ©ļ®┤ņØä Ļ┤ĆĒĢĀĻ▓░Ļ│╝ļź╝ ĻĘĖļ”╝ 14ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ļ¼┤ņ▓©Ļ░ĆĻĄ░Ļ│╝ Ļ░ĆņåŹņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ (b)ņĪ░Ļ▒┤ņŚÉņä£ļŖö Ļ▓░ņĀĢļ”ĮņØ┤ ņØĖņןļ░®Ē¢źņ£╝ļĪ£ ĻĖĖĻ▓ī ļ│ĆĒśĢļÉśņ¢┤ Ēīīļŗ©ļ®┤ ļČĆĻĘ╝ņØ┤ ņ¢ćņĢäņ¦ĆļŖö shear-lipĻ│╝ Ļ░ÖņØĆ ĒśĢĒā£ņØś Ēīīļŗ©ļ®┤ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ļśÉĒĢ£ ņ¢ĄņĀ£ņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ (c), (d) ņĪ░Ļ▒┤ņŚÉņä£ļÅä shear-lipņØś ĒśĢņāüņØ┤ ļ│┤ņØ┤ļéś, ĒÅēĒāäņĀ£ļź╝ ņ▓©Ļ░ĆĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņØ┤ļ¤¼ĒĢ£ Ēīīļŗ©ļ®┤ņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ņ┤łĻĖ░ ĒĢĄņāØņä▒ņØś ņśüĒ¢źĻ│╝ Ļ▓░ņĀĢļ”ĮņØś ņä▒ņןņŚÉ ņØśĒĢ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ņØś ņśüĒ¢źņ£╝ļĪ£ ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņøÉņØĖņ£╝ļĪ£ ņ×æņÜ®ĒĢ£ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
4. Ļ▓░ ļĪĀ
ļÅäĻĖł ĒśäņןņŚÉņä£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö Ļ│ĀņĀäļźśļ░ĆļÅä ņĀäĒĢ┤ļÅäĻĖł ņĪ░Ļ▒┤ņŚÉņä£ ņ¢ĄņĀ£ņĀ£ņÖĆ ĒÅēĒāäņĀ£ ņ▓©Ļ░ĆņŚÉ ņØśĒĢ£ Ēæ£ļ®┤ĒŖ╣ņä▒, ĻĄ¼ņĪ░ņĀü ĒŖ╣ņä▒ ļ│ĆĒÖöļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĮ£ļØ╝Ļ▓ÉĻ│╝ JGBņØś ņ¢æņØä ļ│ĆĒÖöņŗ£ņ╝£ ņ▓©Ļ░ĆĒĢ£ Ēøä ļÅäĻĖłņĖĄņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.
1. ņŚ╝ĒÖöņØ┤ņś© ļ░Å Ļ░ĆņåŹņĀ£ņØĖ MPSAļź╝ ļŗ©ļÅģņ£╝ļĪ£ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ ļ¼┤ņ▓©Ļ░Ć ņĪ░Ļ▒┤ ļīĆļ╣ä ņĀäņĢĢņØĆ ņĀäļ░śņĀüņ£╝ļĪ£ ļåÆĻ▓ī ĒśĢņä▒ ļÉśņŚłņ£╝ļ®░, 30~40 ppm ĻĄ¼Ļ░äņŚÉņä£ļŖö ņ▓©Ļ░Ćļ¤ēņŚÉ ļīĆĒĢ£ ņĀäņĢĢ ļ│ĆĒÖöĻ░Ć Ļ░ÉņåīĒĢśņśĆļŗż. ļśÉĒĢ£ ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░Ć ĒĢĀņłśļĪØ Ļ▓░ņĀĢļōżņØ┤ ņØæņ¦æĒĢ┤ņä£ ĒśĢņä▒ļÉśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ņ£╝ļ®░, Ēæ£ļ®┤ņŚÉ Ēü░ Ļ▓░ņĀĢņØ┤ ņĪ┤ņ×¼ĒĢśĻ│Ā ņŻ╝ļ│Ćņ£╝ļĪ£ ņ×æņØĆ Ļ▓░ņĀĢļōżņØ┤ ņāØņä▒ļÉśļŖö ĒśĢĒā£ļĪ£ Ļ▓░ņĀĢņØś Ēü¼ĻĖ░Ļ░Ć ĻĘĀņØ╝ĒĢśņ¦Ć ņĢŖļŖö ĒŖ╣ņä▒ņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż.
2. ņ¢ĄņĀ£ņĀ£ņØĖ ņĮ£ļØ╝Ļ▓ÉņØä 30 ppm ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņØś ļŗżļźĖ ņ▓©Ļ░ĆņĀ£ļź╝ Ļ░£ļ│ä ņ▓©Ļ░ĆĒĢśņŚ¼ ņŗżĒŚśĒĢ£ Ļ▓░Ļ│╝ņÖĆ ļ╣äĻĄÉ ņŗ£ Ļ░Ćņן ļåÆņØĆ ņĀäņĢĢņØ┤ ļéśĒāĆļé¼ņ£╝ļ®░, ĒÅēĒāäņĀ£ņØĖ JGB ņ▓©Ļ░Ćļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņĀäņĢĢņØ┤ ņāüņŖ╣ĒĢśļŗż 30 ppmņØĖ ņĪ░Ļ▒┤ņŚÉņä£ Ļ░Ćņן ļåÆņØĆ ņĀäņĢĢņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż. ņĮ£ļØ╝Ļ▓É ļ░Å JGB ņ▓©Ļ░ĆņĀ£ņØś Ļ▓ĮņÜ░ņŚÉļÅä ļŗżļźĖ ņ▓©Ļ░ĆņĀ£ņÖĆ Ļ░ÖņØ┤ ņØ╝ņĀĢ ņØ┤ņāüņØś ņ▓©Ļ░Ćļ¤ēņØ┤ ņ▓©Ļ░ĆļÉśļ®┤ Ļ▓░ņĀĢļōżņØ┤ ņØæņ¦æļÉśĻ│Ā Ļ▓░ņĀĢņ£äņŚÉ Ļ▓░ņĀĢņØ┤ ņä▒ņןĒĢśņŚ¼ ļ│äļ¬©ņ¢æņØś Ļ▓░ņĀĢņØ┤ Ēæ£ļ®┤ņŚÉ ņĪ┤ņ×¼ĒĢśņśĆļŗż.
3. ņ▓©Ļ░ĆņĀ£ļź╝ Ļ░£ļ│äņĀüņ£╝ļĪ£ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ Ēæ£ļ®┤ņŚÉ ĻĘĀņØ╝ĒĢ£ ĒĢĄņāØņä▒ ļ░Å Ļ▓░ņĀĢņä▒ņןņŚÉļŖö ņ¢┤ļĀżņøĆņØ┤ ņ׳ĻĖ░ņŚÉ ļ│ĄĒĢ®ņĀüņØĖ ņ▓©Ļ░ĆņĀ£ ņ▓©Ļ░ĆĻ░Ć ĒĢäņÜöĒĢśļ®░, ļ¼┤ņ▓©Ļ░Ć ņĪ░Ļ▒┤ļīĆļ╣ä 4Ļ░Ćņ¦Ć ņ▓©Ļ░ĆņĀ£ļź╝ ļ¬©ļæÉ ņ▓©Ļ░ĆĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ ņ┤łĻĖ░ ĒĢĄņāØņä▒ ļ░Å ņä▒ņןļŗ©Ļ│äņŚÉņä£ Ēæ£ļ®┤ņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī Ļ▓░ņĀĢņØ┤ ļČäĒżļÉśņŚłĻ│Ā, 12 ╬╝m ļæÉĻ╗śņØś ļÅäĻĖłņĖĄņŚÉņä£ļÅä ĒÅēĒÖ£ĒĢ£ Ēæ£ļ®┤ņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
4. ņĮ£ļØ╝Ļ▓ÉņØä ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņĀäņ▓┤ņĀüņ£╝ļĪ£ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ņŚłņ£╝ļ®░, JGBļź╝ ņ▓©Ļ░ĆĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö Ļ▓░ņĀĢļ”ĮņØä Ļ░Éņåīņŗ£ĒéżļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ņŚłļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░ļ│ĆĒÖöļŖö ĻĖ░Ļ│äņĀü ņä▒ņ¦łņŚÉ ņśüĒ¢źņØä ņŻ╝ņŚłļŗż. Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░Ļ░Ć ņ”ØĻ░ĆĒĢ£ Ļ▓ĮņÜ░ ņØĖņןĻ░ĢļÅäļŖö Ļ░ÉņåīĒĢśņśĆņ£╝ļéś ņŚ░ņŗĀņ£© ņ”ØĻ░Ć ņÜöņØĖņØ┤ ļÉśņŚłņ£╝ļ®░, ļ░śļīĆļĪ£ Ļ▓░ņĀĢļ”ĮņØś Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢ£ Ļ▓ĮņÜ░ņŚÉļŖö ņØĖņןĻ░ĢļÅäļŖö ņ”ØĻ░ĆĒĢśņśĆņ£╝ļéś, ņŚ░ņŗĀņ£©ņØ┤ Ļ░ÉņåīĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢśņŚ¼ Ļ░£ļ│äņ▓©Ļ░ĆņĀ£ņØś ņ▓©Ļ░Ćļ¤ēņŚÉ ļö░ļźĖ ņ┤łĻĖ░ņĀäņĢĢņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłņ£╝ļ®░, Ļ░£ļ│ä ņ▓©Ļ░ĆņĀ£ļź╝ ĒåĄĒĢśņŚ¼ ĒÅēĒÖ£ĒĢ£ ļÅäĻĖłņĖĄņØä ĒśĢņä▒ĒĢśĻĖ░ņŚÉļŖö ņ¢┤ļĀżņøĆņØ┤ ņ׳ņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ ņ▓©Ļ░ĆņĀ£ņŚÉ ļö░ļØ╝ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░ļź╝ ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ņ£╝ļ®░, ņĀüņĀłĒĢ£ ļ╣äņ£©ņØä ņĀüņÜ®ĒĢśņŚ¼ ņøÉĒĢśļŖö ļ¼╝ņä▒ņØä ņĀ£ņ¢┤ ĒĢĀ ņłś ņ׳ņØīņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.