컬러강판 불연성 및 가공성에 미치는 무기충진제 첨가량의 영향
Effect of Inorganic Filler Addition on Non-Combustible and Mechanical Properties of Color Coated Steel Sheets
Article information
Trans Abstract
Recent large-scale fires in buildings and logistic warehouses have become a major social issue, involving both property loss and multiple casualties. To make color coated steel sheets non-combustible and/or have anti-fire properties, various ways of optimizing manufacturing parameters have been investigated for outer, inner, roof and ceiling panels. In the present study, the effect of inorganic filler content and size on the non-combustible and mechanical properties of color coated steel sheets has been investigated using samples prepared as pre-painted coating materials. Both salt spray corrosion and chemical resistance tests were also carried out. Filler distribution and size were measured by optical microscopy, scanning electron microscopy and glow discharge spectroscopy, and found to be critical factors affecting non-combustible performance. As the amount of added filler increased, the non-combustible property of the color coated steel sheets improved, while mechanical properties, corrosion resistance by salt spray and chemical resistances deteriorated. During 3t-bending tests, the adhesive strength at the interface between coated layer and hot dip galvanized steel sheets was rather strong, although the filler-added upper coated layer was mostly peeled off. The mechanical properties of 30% filler addition samples were compared to samples with less than 20% filler addition. The main reason for the poorer performance was clarified in terms of filler size and crack propagation in the 3t-bended color coated layer.
1. 서 론
연속식 컬러강판 (Pre-coated Metal Sheets, PCM)은 그동안 경제성, 내식성 및 심미성 관점에서 주로 가전 및 건축 제품에 다량으로 사용되고 있으며 국내에서도 연 100만톤 이상이 사용되고 있다. 이러한 컬러강판에 사용되는 수지는 요구되는 물성에 따라 에폭시 수지, 아크릴 수지, 폴리에스테르 수지, 우레탄 수지 등이 사용되고 있으며 최근에는 실리콘 수지 및 불소 수지 등 내열, 내마모성, 내후성이 향상된 수지의 사용량이 점점 증가하고 있다 [1]. 또한 이러한 다양한 수지의 적용과 함께 최근에는 건축용 내외장재, 지붕재, 천장재 등에 사용되는 컬러코팅 강판에 대한 기능성 강화가 중시되면서 항균성, 내오염성, 불연성, 차열성을 추가적으로 부여하기 위해 유용한 안료 및 첨가제를 첨가한 새로운 제품들이 다양하게 개발되고 있다 [2,3]. 특히 국내 컬러강판 제조회사 주도로 개발되어 건축용 내외장재로 많이 사용되는 샌드위치 패널은 중간에 단열 스티로폰, 세라울, 글래스 등을 넣은 후 외부를 철판으로 감싸는데 생산량의 상당부분이 청색이나 베이지색 단색도금강판으로 이루어져있다. 지붕재의 경우는 기후 변화에 따른 내후성이 가장 요구되는 제품이기 때문에 전통적으로 유럽 시장에서는 도막층 두께가 수백 μm인 PVC (Polyvinyl chloride) sol 제품이 사용되었고, 최근 국내에서는 심미성과 미끄럼 방지 특성이 우수한 발포 수지를 활용해서 표면에 입체감을 부여한 질감형 프린트 강판이 주로 사용되고 있다 [4]. 천장재의 경우는 그 동안 대부분 플라스틱이나 경량의 Al소재를 사용하는 경우가 많았으나 최근에는 경제성 측면에서 유리한 Mg을 포함하는 고내식 도금강판 소재에 베이지색의 컬러강판을 사용하는 경우가 점점 증가하고 있다 [5-7].
이와 함께 최근 집합건물의 대형화재 발생에 따른 인명피해 방지를 목적으로 불연 성능을 향상시킨 컬러강판에 대한 기준이 강화됨과 동시에 이에 따른 불연성 컬러강판 개발 요구가 증가하고 있다 [7-10]. 컬러강판에 사용되는 수지는 대부분 200 °C 정도에서 분해가 되며 비교적 고온에서 견디는 실리콘계 수지의 경우도 300 °C 이상에서는 분해가 되는 반면, 불연 시험은 대부분 700 °C 이상에서 이루어진다. 따라서 현재까지 불연강판은 대부분 불연 물질을 스프레이 방식으로 도포하는 분체 도장법이 선호되고 있으며, 연속식 생산라인에서 제조되는 컬러강판은 이러한 불에 타기 쉬운 도료를 사용하는 재료의 특성상 불연 강판에 대한 개발은 거의 이루어지지 않고 있다 [11-14].
본 연구에서는 불연 기준을 만족시키는 컬러강판을 개발할 목적으로 0, 10, 20, 30%의 무기계 충진제를 첨가한 도막 두께 15~20 μm 샘플을 각각 제작하였다. 무기계 충진제는 도막 전체에 균일하게 분포하였으며 첨가량 증가에 따른 불연 특성은 750 °C 가열에 의한 온도상승 및 유독가스 발생량으로 측정하였다. 불연 특성은 무기계 충진제 첨가량의 증가에 따라 향상이 되었으나, 절곡실험시 도막균열 및 박리 현상에 기인하는 가공성 및 내식성은 열위하였다. 또한 가공성 향상을 위하여는 도막층에 첨가하는 무기계 충진제 크기와 분포가 중요함을 알 수 있었으며, 도금강판과 상도층 사이에 형성된 하도층(primer)의 결합력은 충분하였다.
2. 실험방법
본 실험에 사용된 소재는 건재용 패널재로 사용되는 두께 0.6 mm의 용융아연 마그네슘 도금강판을 사용하였으며 도금량은 편면 30 g/m2이었다. 그림 1(a)는 본 실험에 사용한 불연 컬러강판의 모식도를 나타낸 것이다. 전처리는 도금층 위에 크로메이트(chromate)처리를 하는 것으로 도금층과 하도층 사이의 밀착성과 도장강판의 내식성을 향상시키는 역할을 한다. 하도층은 실리콘수지로 이루어져 있으며 두께는 평균 5 μm 이고, 상도층은 실리콘과 아크릴의 합성수지로 이루어져 있으며 두께는 평균 15 μm 이다. 그림 1(b)는 본 실험에 사용한 불연 컬러강판을 제조하기 위한 연속식 컬러라인의 모식도이며, 탈지-전처리-하도-상도의 과정을 거쳐서 제품을 제조하였다.
The diagram of pre-coated metal (PCM) structure (a) and schematic illustration of color coating line process (b).
표 1은 본 실험에 사용한 실리콘수지 및 아크릴 수지의 혼합비율 및 무기계 충진제의 첨가량을 나타낸 것으로 각각 0, 10, 20, 30%의 무기계 충진제를 사용하였다. 충진제의 크기는 평균 3~4 μm로 측정되었으며, 최대 사이즈는 상도층에 혼입이 가능한 10 μm 이하로 제어를 하였다. 첨가한 충진제는 대부분이 규산계와 알루미나계 산화물이며, 내후성 향상을 위하여 마그네슘계 및 기타 산화물이 일부 첨가되었다.
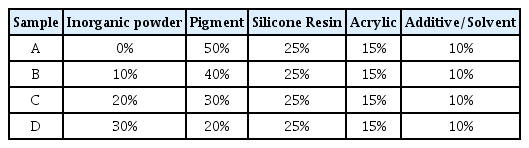
The inorganic content of samples used in the present study. They are mainly consisted Al, Si, Ti and Ca oxides.
도금층에 첨가된 산화물의 농도, 분포변화 및 도막층 가공시 박리 정도는 전계방전 분광기 (glow discharge spectrometer, GDS), 주사전자현미경 (scanning electron microscopy, SEM) 및 광학현미경 (optical microscopy, OM) 으로 측정하였다. 내식성은 염수분무 시험으로 ASTMD B117 에 의거하여 시험하였다. 염수분무시험은 5% NaCl용액을 분무하여 재료의 내식성을 평가하는 방법으로 시험편의 절단면을 테이프로 봉하여 보호하고 평면부에 커터로 ×자 흠을 낸 다음, 일정시간 경과 후 시험편의 평면부의 백청 및 블리스터(blister) 발생 정도를 관찰하여 측정하였다. 내약품성은 KS M ISO 2812-1 시험방법에 따라 내산성과 내알카리성으로 구분하여 시험하였으며, 내산성은 5% HCl 시약, 내알카리성은 5% NaOH 시약을 사용하였다.
불연 특성은 국토교통부 고시 (건축물 마감 재료의 난연성능 및 화재 확산 방지구조 기준)에 따라 불연재료, 준불연재료, 난연재료로 분류된다. 불연재료는 가장 높은 등급으로 통상의 화재시 연소되지 않을 뿐만 아니라 변형과 내력 저하를 일으키지 않으며, 유해한 연기나 가스를 발생하지 않는 성능이 요구되는 재료로 정의되고 있다. 불연재료는 불연성시험 (KS F ISO 1182)과 가스유해성시험 (KSF 2271)으로 평가된다. 불연성시험은 750 °C 개방형 가열로에서 실험체를 넣고 20분 동안 가열하여 최고온도가 평형온도의 20 °C이상 초과 상승하지 않아야 한다. 국내 불연재료 시험기준에는 적용되고 있지 않지만, ISO 1182규격에는 평형온도 이외에 화염발생 지속시간도 측정하게 되어있으며 합격기준은 지속시간 20초 이하이다. 본 논문에서는 시험 중 화염발생 지속시간도 함께 측정하여 온도상승에 미치는 영향을 조사하였다.
3. 결과 및 고찰
그림 2는 본 실험에서 사용한 샘플의 무기계 충진제 첨가량 증가에 따른 컬러코팅 도막층 및 도금층의 화학성분분포를 알아보기 위하여 측정한 GDS 결과를 나타낸 것이다. 도금층은 내식성 향상을 위하여 Mg이 미량 첨가된 용융아연도금강판을 사용하였기 때문에 도금층은 대부분 Zn으로 이루어져 있으며, Mg 및 Al이 미량 관찰됨을 알 수 있다. 또한 컬러코팅 도막층은 무기물 첨가량이 0, 10, 20, 30%로 증가함에 비례하여 Si 농도가 점점 증가함을 알 수 있으며, Al은 미량 첨가됨을 알 수 있다. 즉 본 실험에 사용한 무기계 충진제 대부분은 Si계 산화물이며 Al 및 기타 산화물은 미량 첨가되었음을 알 수 있다.
GDS profiles of color-coated steel sheets obtained from (a) 0%, (b) 10%, (c) 20% and (d) 30% inorganic fillers, respectively.
그림 3은 무기계 충진제 첨가량 증가에 따른 충진제의 분포를 알아보기 위한 단면 SEM 관찰 결과이다. 샘플은 아래로부터 소지철, 도금층, 하도층, 상도층의 순서로 이루어져있으며, 도금층의 두께는 평균 4 μm, 하도층 5 μm, 상도층은 10 μm로 측정되었다. 그림 3(a)는 첨가량 0%의 경우로서 상도층 내부에 아무런 무기계 충진제가 관찰되지 않으며, 첨가량이 10, 20, 30%로 증가함에 따라 그림 3(b)-(d)에서 보는 바와 같이 무기계 충진제의 밀도가 점점 증가함을 알 수 있다. 무기계 첨가물의 크기는 대부분이 수 μm 크기이며, 일부 5 μm 크기 이상의 것도 관찰되는데, 첨가량이 증가함에 따라 이들의 밀도도 증가함을 알 수 있다. 무기계 충진제의 성분을 보다 정확하게 분석하기 위하여 SEM-EDS 분석을 한 결과가 그림3 (e)-(f)이다. 그림 3(c)의 A로 표시된 상도층에서 관찰되는 사이즈 5 μm 크기 이상의 무기계 충진제는 그림 3(e)에 보이는 바와 같이 대부분 Si계 무기물 충진제로 밝혀졌으며, 그림 3(c)의 B로 표시된 5 μm 미만 크기의 미세한 충진제는 Si 이외에 Al을 위시하여 Ca 및 Ti을 포함하는 혼합계 무기계 충진제로 관찰되었다. 이러한 무기계 충진제의 분포 및 크기는 앞에서 관찰한 그림 2의 GDS 결과와도 잘 일치함을 알 수 있다.

Cross-sectional SEM images of color-coated steel sheets from (a) 0%, (b) 10%, (c) 20% and (d) 30% inorganic fillers, respectively. EDS spectra (e) and (f) on the inorganic filler indicated as A and B in (c), respectively.
그림 4는 무기계 충진제 첨가량 증가에 따른 불연 성능을 측정한 결과이다. 그림 4(a)는 750 °C로 가열된 개방형 실험로에 실험체를 넣고 20분 동안 가열하였을 때 최고 온도와 냉각후의 온도변화를 나타낸다. 충진제 첨가량 증가에 따라 최고온도 및 냉각후 온도가 감소함을 알 수 있다. 즉 충진제를 첨가량 0%의 경우에는 예상했던 대로 최고 온도가 860 °C까지 상승하였으며 냉각후의 온도는 758 °C로 측정되었다. 충진제 10% 첨가의 경우에는 최고 온도 815 °C 냉각후의 온도는 756 °C임을 알 수 있으며 이는 최고 온도가 평형온도의 20 °C이상 초과 상승하지 않아야 한다는 불연강판 시험조건을 만족하지 못함을 알 수 있다. 충진제를 20% 첨가할 경우 불연 성능은 앞의 10% 결과와는 다르게 급격히 개선되어 최고온도 740 °C 냉각후 온도 732 °C로 측정되었으며, 30% 첨가의 경우에도 최고온도 737 °C 냉각후 온도가 733 °C로 측정되어 20% 첨가샘플과 비교하여 온도변화가 거의 없음을 알 수 있다. 그림 4(b)는 충진제 첨가량 증가에 따른 불꽃 지속시간을 측정한 결과이며, 충진제 첨가량 증가에 따라 화염발생 지속시간이 감소하였다. 충진제를 첨가량 0%의 경우에는 화염 지속시간이 150~170초로 측정되었으며, 충진제 10% 첨가의 경우에는 90~100초였다. 충진제를 20% 첨가할 경우 화염이 지속시간은 10~20초 사이로 획기적으로 줄었으며, 30% 충진제가 첨가된 경우에서는 다른 샘플들과는 달리 10초 이내의 시간 동안 비연속적인 화염만 발생하였다. 상기의 그림 4(a) 및 (b)결과 비교를 통해 화염 지속시간이 최고온도에 영향을 준다는 것을 알 수 있었으며, 충진제 첨가량 증가에 따라 불연 성능이 점차 향상되어 첨가량 20% 이상의 경우에는 온도 상승과 불꽃 지속시간 모두 합격기준을 만족함을 알 수 있다. 무기계 충진제 함량이 증가함에 따라 불연성이 개선되는 이유는 앞의 그림 3의 단면사진에서 알 수 있는 바와 같이 가연성 물질인 수지의 함량이 상대적으로 감소하기 때문인 것으로 생각된다. 즉 첨가된 충진제의 융점은 1000~1200 °C이며 실리콘 수지는 기화온도가 350~500 °C이기 때문에 불연시험 온도인 750 °C에서 실리콘수지는 기화하면서 발열반응을 하나 무기계 충진제는 발열량에 아무런 영향을 끼치지 않기 때문으로 생각된다.
Maximum and final temperatures (a) and duration of sustained flaming (b) during combustible test at 750 °C (a) 0%, (b) 10%, (c) 20% and (d) 30% inorganic fillers, respectively.
무기계 충진제 첨가량 변화에 따른 내식성 변화를 측정하기 위하여 시험편 평면부에 ×자 흠을 낸 다음 염수분무 시간에 따른 평면부의 백청 및 블리스터 발생 정도를 관찰한 결과를 그림 5에 나타내었다. 그림에서 알 수 있는 것처럼 360시간 노출 후에 충진제 30% 첨가 샘플에서는 그림 5(d)의 화살표로 나타난 바와 같이 도금층하 부식현상에 기인하는 것으로 알려진 블리스터의 발생이 관찰되었으며 다른 샘플들에서는 블리스터 발생이 관찰되지 않았다. 염수분무 시험시간 960시간의 경우 30% 첨가한 그림 5(d) 샘플 표면에 발생하는 블리스터의 밀도가 상당히 증가함을 알 수 있으며, 첨가량 20%의 경우에도 그림 5(c) 화살표에 표시한 바와 같이 일부 블리스터가 발생하였다. 사진에는 표시하지 않았지만 1200시간 진행의 경우에도 첨가량 0% 및 10%의 경우 블리스터는 관찰되지 않았으며 20% 및 30% 첨가의 경우 블리스터 밀도는 증가하였다. 이러한 결과로부터 무기계 충진제 첨가는 내식성에 열위한 영향을 미치는 것으로 관찰되었으며, 특히 첨가량 30%의 경우에는 360시간에서 블리스터가 관찰이 되었는데 이는 통상적으로 5년 이상 사용을 보증하는 상업적인 제품화 조건에는 불충분한 결과로 판단이 된다.
Optical image of X-cutting sample by salt spray corrosion test, (a) 0%, (b) 10%, (c) 20% and (d) 30% inorganic fillers, respectively. Note that the blisters are predominantly observed at higher pigment content at type D as indicated by arrow.
내식성과 함께 컬러강판 평가 항목 중에서 중요한 하나는 산성과 알칼리성에 대한 저항을 나타내는 내약품성 평가이며, 그림 6은 무기계 충진제 첨가량 변화에 따른 내약품성 측정결과를 나타낸다. 첨가량 0% (그림 6(a)) 및 10% (그림 6(b))의 경우에는 산성과 알칼리성에 대한 내약품성이 양호한 것으로 나타났다. 그림 6 (c)에 보이는 바와 같이 첨가량 20%의 경우에는 내산성은 양호한 결과를 나타내었으나, 내 알칼리성 실험에서는 일부 변색 현상이 발생하는 것으로 관찰되었다. 또한 첨가량이 30%로 증가할 경우에는 그림 6(d)에서 보이는 바와 같이 내산성 실험에서는 변색이 관찰되고, 내 알칼리성 실험에서는 상도층에서 박리현상이 발생하여 하도층 일부가 노출되었음을 알 수 있다. 즉 그림 5와 그림 6의 결과로부터 무기계 충진제 첨가량이 증가함에 따라 내식성과 내약품성이 열위 해지는 것을 알 수 있으며, 특히 30% 첨가의 경우에는 그 영향이 현저한 것으로 관찰되었다. 이처럼 무기계 충진제 함량이 증가함에 따라 내식성과 내약품성이 떨어지는 이유는 염수, 산성 및 알카리성 용액에 대하여 우수한 저항성을 보이는 실리콘 수지의 함량이 무기계 충진제의 첨가량에 따라 상대적으로 감소하는 것과 더불어서 이들 용액의 침투 경로인 무기계 충진제/실리콘 수지의 계면 밀도가 증가하여 용액이 쉽게 침투하는 2가지 원인이 동시에 영향을 미치는 것으로 생각된다.
Optical images of the chemical resistance on both 5% HCL and 5% NaCl; (a) 0%, (b) 10%, (c) 20% and (d) 30% inorganic fillers, respectively.
실재로 대부분의 컬러강판은 내외장재 및 천장재로 사용시 절곡하여 원하는 형태로 가공을 하여 사용하기 때문에 가공성이 중요한 물성중의 하나이다. 무기계 충진제 첨가량 변화에 따른 컬러코팅 도막층의 가공성 변화를 측정하기 위하여 3t 굽힘 시험을 행한 결과를 나타낸 것이 그림 7이다. 무기계 충진제 첨가량이 0%인 그림 7(a)의 경우 굽힘 시험 후에 일부 세로 크랙이 발생함을 알 수 있으며, 첨가량 10%인 그림 7(b)의 경우에는 세로 크랙의 밀도가 더욱 증가하였다, 첨가량이 20%로 증가함에 따라 세로크랙에 더하여 일부 가로방향으로 크랙이 발생함을 알 수 있으나, 도막층은 박리되지 않고 견고하게 부착되어 있다. 특기할 사항은 그림 7(d)에서 보는 바와 같이 첨가량이 30%로 증가하는 경우 화살표로 보이는 바와 같이 앞의 그림 7(a)-(c)와는 다르게 상도층 대부분이 박리현상으로 탈락이 되었음을 알 수 있으며, 상도층 탈락 후 노출된 하도층 표면에서도 높은 밀도의 크랙이 관찰되었다. 즉 이러한 관찰결과에 따르면 무기계 충진제 첨가량 30%의 경우에는 프레스 가공 시 도막층 박리에 의한 파우더 혼입으로 도장층과 프레스 표면 마찰에 의한 표면결함 발생의 우려가 클것으로 예상이 되며, 이에 따라 프레스 가공이 필요한 건축용 내외장재나 천장재용으로 사용시에는 많은 문제점이 발생할 것으로 예상이 된다. 이상의 가공결과를 종합하여 보면 무기계 첨가량은 20%이하로 제한함이 타당할 것으로 사료된다.

OM of 3t bending color-coated steel sheets from (a) 0%, (b) 10%, (c) 20% and (d) 30% inorganic fillers, respectively. Note that the top coating layer peeled-off in 30% addition as shown in (d).
그림 8는 가공 시 코팅층 박리현상을 보다 명확하게 규명하기 위하여 그림 7(d)에서 상도층이 박리된 충진제 30% 첨가시료의 단면을 관찰한 결과이다. 그림 8(a)는 3t 굽힘 시험에서 아직 코팅층이 박리되지 않고 정상적으로 부착되어 있는 부위를 관찰한 결과이며, 상도층 내부에 다수의 크랙이 발생했음을 알 수 있다. 또한 크랙은 화살표로 표시한 바와 같이 대부분 상도층 내부의 충진제와 도막층 사이에서 발생을 하는데 특히 사이즈가 10 μm 이상의 충진제 계면에서 발생이 현저하며 수 μm 사이즈의 충진제에서는 크랙 발생이 거의 관찰되지 않음을 알 수 있다. 가공성 개선을 위해서는 크랙이 상도층 내부로 전파를 하는지 또는 상도층과 하도층의 계면을 따라서 전파를 하는지가 중요하다. 전자의 경우는 충진제의 사이즈 및 형상을 개선해야 하며, 후자의 경우에는 수지성분 및 첨가제 조정을 통한 상도층과 하도층의 계면 접합력을 높일 필요가 있기 때문이다. 그림 8(b)는 상도층이 박리된 부분과 남아있는 경계부분의 단면을 관찰한 결과이며 충진제와 상도층 계면에서 발생한 크랙이 상도층 내부를 전파하여 상도층이 박리됨을 알 수 있으며, 이러한 사실로부터 가공성 개선을 위해서는 첨가하는 충진제의 사이즈와 형상이 중요한 인자임을 알 수 있다. 또한 왼쪽 화살표에 표시한 바와 같이 하도층과 도금층 계면 사이에도 일부 크랙이 관찰됨을 알 수 있다. 그림 8(C)는 상도층이 완전히 박리된 부위의 코팅층 단면사진을 나타낸 것으로 상도층의 일부가 화살표로 표시한 바와 같이 하도층에 부착된 채로 일부가 남아 있으며, 하도층과 도금층의 계면 사이에 크랙이 발생했지만 하도층도 온전한 형태로 남아 있음을 확인 할 수 있다.

The cross-sectional SEM image of 30% inorganic filler addition after 3t-bending test: (a) normal area, (b) boundary area, (d) peel-off area, respectively. Note that the crack initiated from the coating and filler interface as indicated by arrows in fig. 8(a) and upper coating layer is fully peeled-off after 3t-bending test in fig. 8 (c).
그림 9는 충진제 30%를 첨가한 샘플의 3t 굽힘 가공시 크랙발생 및 도막층 박리 형태를 그림 7과 그림 8의 결과를 토대로 하여 모식적으로 나타낸 것이다. 그림 9(a)에서 상도층에는 다수의 수 μm 사이즈의 첨가제가 혼합되어 있으나 일부 10 μm 정도 크기의 충진제도 첨가되어 있다. 상도층의 두께는 15 μm 이기 때문에 이들 충진제는 상도층 내부에 혼입되어서 샘플표면에서 육안으로 관찰되지 않고 촉감으로도 느껴지지 않는다. 굽힘 가공이 진행됨에 따라 그림 9(b)에서 화살표로 보이는 바와 같이 상도층 내부에 크랙이 발생하는데 대부분의 크랙은 10 μm 크기의 충진제와 상도층 계면 사이에서 발생한다. 굽힘 가공이 더욱 진행됨에 따라 그림 9(c)에서와 같이 크랙은 상도층 내부를 따라서 진행이 되는데, 예상과는 달리 상도층/하도층 계면 파괴는 거의 발생하지 않는다. 또한 하도층과 도금층 사이에서 화살표로 보이는 바와 같이 일부 크랙이 관찰되지만 하도층이나 도금층 박리현상은 전혀 발생하지 않고 견고하게 부착이 되어있다. 그림 9(d)는 크랙의 대부분이 상도층 내부로 전파된 결과 상도층 대부분이 박리된 부분을 나타낸 것으로 도금층과 하도층 그리고 상도층의 일부가 남아 있음을 알 수 있다. 이상의 결과를 종합하여 보면 불연강판 코팅층의 중요한 물성인 불연성, 내식성, 내약품성 및 가공성 등은 충진제의 첨가량과 사이즈에 지대하게 영향을 받음을 알 수 있다. 즉 불연성은 충진제 첨가량의 증가에 비례하여 향상이 되는데 첨가량 20%이상에서 획기적으로 향상됨을 알 수 있다. 또한 내식성, 내약품성 및 가공성은 충진제 첨가량의 증가에 따라 열위 해지는데 30%첨가의 경우에는 블리스터 및 변색이 발생하고 가공시에 상도층 박리현상이 일어남을 알 수 있었으며, 이러한 화학적 및 기계적 특성을 고려할 경우 20% 첨가 샘플의 경우가 가장 우수한 불연 특성을 보임을 본 실험을 통해서 알 수 있었다.
Schematic illustration of crack propagation and upper layer peeling for 3t-bending test: (a) as received sample, (b) cracks initiate from the coating and filler interface (c) cracks propagates inside the upper coating, (d) fully peeling-off. Note that cracks are not propagated along small size filler like Al, Ti, Ca oxides.
4. 결 론
1. 불연강판 개발을 위하여 도막층 두께 15~20 μm 미터의 샘플에 무기계 충진제를 각각 0, 10, 20, 30% 첨가한 샘플을 제작하였으며, 충진제의 사이즈는 대부분이 수 μm 이나 일부 10 μm 크기 이상의 것도 관찰되었다.
2. 무기계 충진제 첨가량 증가에 따라 불연 성능은 향상되었으며 충진제 첨가량 20% 이상의 경우 750 °C에서 20분 가열 시 최고온도가 평형온도의 20 °C이상 초과 상승하지 않아야 한다는 불연강판 시험조건을 만족하였다.
3. 염수분무 시간에 따른 평면부의 백청 및 블리스터 (blister) 발생 정도를 관찰한 결과 무기계 충진제 30% 첨가 샘플에서는 360시간 노출 후에 블리스터의 발생이 관찰되었으며, 첨가량 0, 10, 20% 샘플에서는 블리스터 발생이 관찰되지 않았다.
4. 무기계 충진제. 첨가량 0% 및 10% 경우에는 산성과 알칼리성에 대한 내약품성이 양호한 것으로 나타났으며, 첨가량 20%의 경우에는 내산성은 양호하나 알칼리성 용액에서 일부 변색현상이 관찰되었다. 30%의 경우에는 변색 및 도막층 박리현상이 발생하였으며, 무기계 충진제 첨가량이 증가함에 따라 내식성과 내약품성이 열위 해지는 것을 알 수 있었다.
5. 도막층 가공성은 평가를 위한 3t 굽힘 가공 결과 첨가량이 0 및 10 %인 경우 일부 세로 크랙이 발생함을 알 수 있으며, 첨가량이 20%로 증가함에 따라 세로 크랙과 함께 일부 가로 방향으로 크랙이 발생하였으나 도막박리 현상은 없었다. 첨가량이 30%로 증가하는 경우 상도층 대부분이 박리현상으로 탈락이 되었으며, 크랙은 상도층 내부의 충진제와 도막층 사이에서 발생하였다.
Acknowledgements
우선 본 논문을 발표할 수 있도록 허락해주신 POSCO C&C에 감사드린다. 본 연구를 수행함에 있어서 많은 기술적인 조언을 해 주신 POSCO 기술연구소 백두진 박사님, 이경황 박사님, 조두환 박사님, 포항공과대학 김성준 교수님에게 감사드리며, POSCO C&C 임성현 공장장, 노진균 부장, 박경관 팀장에게 많은 도움을 받았음을 밝혀둔다.